Despre metodele de control prin calibre ale filetelor țevilor cilindrice
În ultimii ani, radiatoarele bimetalice cu colectoare din oțel și o carcasă externă din aluminiu au devenit pe bună dreptate din ce în ce mai populare printre dispozitivele de încălzire secționale.În conformitate cu tehnologiile europene, firele interne ale dispozitivelor de încălzire de la majoritatea producătorilor sunt realizate folosind metoda de rulare. Firele laminate oferă o conexiune cu filet durabilă și sigură, așa cum demonstrează mulți ani de utilizare cu succes a radiatoarelor bimetalice.
În conformitate cu GOST 31311-2005 „Dispozitive de încălzire. Condiții tehnice generale” (clauza 8.2.) racordurile filetate ale dispozitivelor de încălzire sunt testate cu calibre de filet. În același timp, producătorii individuali de radiatoare care utilizează tehnologia filetată, precum și asociațiile din industrie non-profit, au propus/a apelat în mod repetat la diferite organisme guvernamentale, departamente și servicii cu cerința de a verifica suplimentar filetele interne cu calibre netede.
Această lucrare examinează validitatea acestor propuneri și oportunitatea introducerii unei astfel de cerințe suplimentare folosind exemplul firului G1, care este utilizat pe majoritatea dispozitivelor de încălzire.
În primul rând, să ne uităm la cerințele de bază pentru realizarea filetelor de țevi.
- Parametrii fileturilor țevilor cilindrice sunt determinați de GOST 6357-81 „Standarde de bază de interschimbabilitate. Filet de țeavă cilindric”, conform căruia:
Profilul nominal filet și dimensiunile elementelor acestuia trebuie să corespundă cu cele indicate în Desenul 1:
Desenul 1
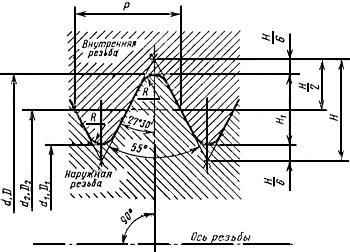
Dimensiunile indicatorilor de mai sus în milimetri pentru filetul G1 sunt prezentate în Tabelul 1:
tabelul 1
| Pasul P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
În același timp, conform aceluiași GOST 6357-81, este permisă realizarea de fire cu abateri de la valorile specificate (toleranțe), sub rezerva cărora firul va respecta și GOST 6357-81.
Schemele câmpurilor de toleranță pentru filetele externe și interne sunt prezentate în desenul 2.
Abaterile sunt numărate de la profilul filetului nominal (ideal) în direcția perpendiculară pe axa filetului.
Desenul 2
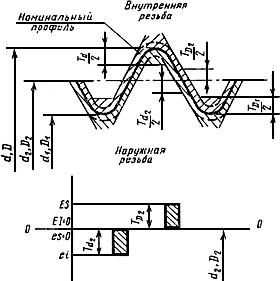

— toleranțe de diametru d, d2, D1, D2
Valorile numerice ale toleranțelor pentru diametrele filetelor exterioare și interne trebuie să corespundă cu cele date în tabelul 3:
Tabelul 3
| Desemnarea dimensiunii firului | Pasul P, mm | Filet exterior | Filet interior | ||||
| Diametrele filetului | |||||||
| diametrul exterior al filetului tată | diametrul mediu al filetului exterior | diametrul intern mediu al filetului | diametrul interior al filetului mamă | ||||
| Toleranțe, microni | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Clasa a | Clasa B | Clasa a | Clasa B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Rețineți că, conform Tabelului 1, valoarea lui H1 (înălțimea de lucru a profilului filetului) este egală cu 1,478515 mm și, în conformitate cu Tabelul 3, toleranțele pe diametrul interior al filetului interior D1 și diametrul exterior al filetul exterior d sunt de 640 μm, respectiv 360 μm. Desenul 3 prezintă profilele filetate interne și externe G1, realizate cu abaterea maximă admisă de la profilul nominal, în conformitate cu tabelul 3. Mai mult, aceste profile filetate respectă pe deplin cerințele GOST 6357-81.
Desenul 3
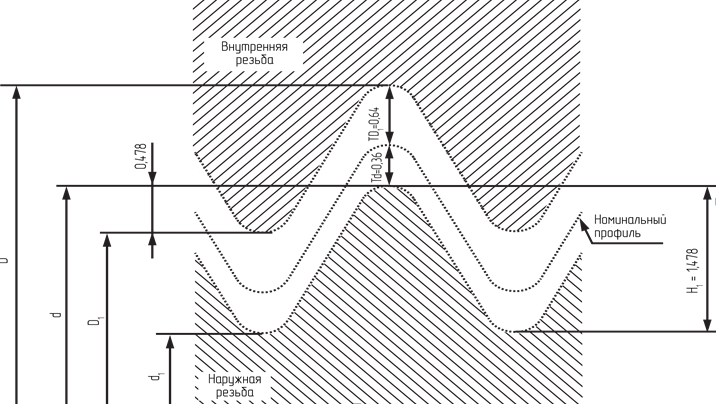
Desenul arată clar că în acest caz doar 32,4% din înălțimea profilului filetului este implicată în îmbinarea filetată.
În acest sens, este deosebit de surprinzătoare poziția unor producători de dispozitive de încălzire, precum și a asociațiilor specializate din industrie, care consideră inacceptabilă recunoașterea unui fir ca fiind acceptabil dacă profilul filetului este de doar 38% din valoarea nominală. Aparent, acești producători și asociații pur și simplu nu înțeleg elementele fundamentale ale GOST 6357-81 în ceea ce privește firul (cu ce dimensiuni) este considerat făcut în conformitate cu acest GOST.
În opinia noastră, necesitatea unor astfel de toleranțe semnificative este asociată cu cerința paragrafului 5.1.6 „SP 73.13330.2016 Sisteme sanitare interioare ale clădirilor”, conform căreia „La asamblarea unităților, conexiunile filetate trebuie sigilate.
Ca etanșant pentru conexiunile filetate la temperaturi ale mediului transportat de până la 378 K (105°C), se recomandă utilizarea bandă FUM sau fire de in în conformitate cu GOST R 53484, impregnate cu plumb roșu sau plumb alb., amestecat cu ulei natural de uscare, sau paste-etanșanti speciale de etanșare.”
Acum să trecem la considerarea principală problemă a acestui articol: cât de recomandabil este să includeți în documentația de reglementare privind controlul fileturilor dispozitivelor de încălzire o cerință de inspecție obligatorie a fileturilor interne cu calibre netede.
Să analizăm propunerea de monitorizare a fileturilor interne ale dispozitivelor de încălzire folosind un calibre de trecere netedă:
Să luăm în considerare opțiunea ideală atunci când filetul intern este realizat în strictă conformitate cu GOST 6357-81, adică. în mod ideal conform profilului nominal fără nicio toleranță. În acest caz, conform Tabelului 2, diametrul filetului intern va fi de 30,291 mm.
Să încercăm să verificăm acest fir cu un indicator de trecere netedă.
În conformitate cu clauza 6.2. GOST 2533-88 „Calibre pentru filete de țevi. Dimensiunile de diametru de toleranțe ale calibrelor netede pentru testarea filetelor externe și interne trebuie determinate conform formulelor date în tabelul 4.
Tabelul 4
| Desemnare (numar tip) calibru | Numele și scopul tipului de calibru | Diametru calibru | |
| Denumire | Abatere maximă | ||
| Calibre pentru filet interior | |||
| PR (23) | Indicator de trecere lină |  |  |
| NU (24) | Indicator neted pentru priză |  |  |
Valorile indicatorilor H1 și Z1 sunt date în tabelul 5.
Tabelul 5
| Valoarea TD1 conform GOST 6357 | H1, um | Z1 |
| de la 375 µm la 710 µm | 26 | 52 |
Din analiza datelor din tabelele de mai sus, rezultă că diametrul ecartamentului de trecere netedă va fi egal cu:
- valoare nominală: D1+ 52 µm = 30,343 mm
- valoare cu abatere maximă superioară: D1+ 52 µm + 13 µm = 30,356 mm
- valoare cu abatere maximă inferioară: D1+ 52 µm - 13 µm = 30,330 mm
Rețineți că, conform clauzei 2.3. Anexa 2 „Reguli de utilizare a calibrelor” la GOST 24939-81 „Calibre pentru filete cilindrice”, „un calibre de rulare lină trebuie să intre liber în firul controlat sub influența propriei greutăți sau a unei anumite forțe”.
În acest sens, obținem o imagine paradoxală în care un calibre de trecere neted, fără uzură, al cărui diametru minim posibil este de 30,330 mm, ar trebui să se potrivească liber într-un filet realizat în mod ideal conform GOST 6357-81, diametrul de care este 30,291 mm (nominal), ceea ce practic imposibil.
Astfel, atunci când se verifică un fir perfect realizat în conformitate cu GOST 6357-81 cu un ecartament neted, acest fir va fi recunoscut ca neconform cu GOST 6357-81, ceea ce în sine este absurd.
Acest lucru explică parțial cazurile în care conexiunile filetate realizate în conformitate cu GOST 6357-81 clasa A, care necesită filetare mai precisă în ceea ce privește abaterile admisibile (toleranțe), sunt respinse atunci când sunt testate cu un calibre de trecere netedă.
Luând în considerare cele de mai sus, putem concluziona că introducerea unei cerințe suplimentare pentru verificarea filetelor interne ale dispozitivelor de încălzire cu calibre de trecere netede nu numai că nu va asigura controlul asupra execuției firelor în conformitate cu GOST 6357-81, dar , dimpotrivă, va duce la o situație absurdă când cele realizate în deplină conformitate cu cerințele dispozitivele de încălzire GOST vor fi considerate defecte.
În continuare, să analizăm propunerea de monitorizare a fileturilor interne ale dispozitivelor de încălzire folosind un calibre neted de non-trecere:
Să luăm în considerare opțiunea când filetul intern este realizat în deplină conformitate cu GOST 6357-81, dar cu toleranța maximă oferită de GOST - 640 microni (a se vedea indicatorul TD1 Tabelul 3). În acest caz, diametrul filetului intern va fi de 30,931 mm.
Să încercăm să verificăm acest fir cu un indicator neted.
Din analiza datelor prezentate în tabelul 4 și în tabelul 5, rezultă că diametrul unui ecartament neted va fi egal cu:
- valoare nominală: D1+ 640 µm = 30,931 mm
- valoare în abaterea maximă superioară: D1+ 640 µm + 13 µm = 30,944 mm
- valoare în abaterea maximă inferioară: D1+ 640 µm - 13 µm = 30,918 mm
Rețineți că, conform clauzei 2.4. Anexa 2 „Reguli de utilizare a calibrelor” la GOST 24939-81 „Calibre pentru filete cilindrice”, „un calibre netede nu trebuie să intre într-un fir controlat sub influența propriei greutăți sau a unei anumite forțe”.
În acest sens, obținem din nou o imagine paradoxală în care un ecartament NON-pass neted, fără uzură, al cărui diametru minim posibil este de 30,918 mm, NU ar trebui să se potrivească liber într-un filet realizat conform GOST 6357-81 cu toleranțe maxime. , al cărui diametru este de 30,931 mm , ceea ce este practic imposibil.
Astfel, la verificarea unui fir realizat în conformitate cu GOST 6357-81 cu un ecartament neted NON-GOING, acest fir va fi recunoscut ca neconform cu GOST 6357-81, ceea ce în sine este absurd.
Luând în considerare cele de mai sus, putem concluziona că introducerea unei cerințe suplimentare de verificare a fileturilor interne ale dispozitivelor de încălzire cu calibre netede, fără trecere, nu va asigura controlul asupra execuției firelor pentru conformitatea cu GOST 6357-81.
Astfel, analiza de mai sus indică în mod clar că utilizarea de calibre netede nu numai că nu este capabilă să stabilească fără ambiguitate conformitatea sau neconformitatea unui fir cu cerințele GOST 6357-81, dar poate duce și la recunoașterea unui fir care respectă pe deplin acest GOST ca defect.
Regulile pentru utilizarea calibrelor netede în sine sunt de interes deosebit. Acestea sunt prevăzute în GOST 24939-81 „Calibre pentru filete cilindrice” (Anexa 2 „Reguli de utilizare a calibrelor”).
Astfel, pentru un calibre cu dop cu trecere netedă, există o cerință ca ecartamentul să intre liber în filetul controlat sub influența propriei greutăți sau o anumită forță, iar pentru un calibre cu dop fără trecere netedă există o cerință ca acest calibre nu trebuie să intre în firul controlat sub influența propriei greutăți sau a unei anumite rezistențe.
În același timp, nici Regulile de utilizare a calibrelor, nici GOST 24939-81, nici alte documente de reglementare nu stabilesc cine și cum ar trebui să determine amploarea acestei forțe și în ce direcție ar trebui să acționeze asupra calibrelor.
Din aceasta putem trage o concluzie fără ambiguitate, conform căreia nu există o metodologie unică de utilizare a calibrelor stabilită de reglementările relevante.
În plus, în opinia noastră, atunci când discutăm despre cerințele pentru testarea fileturilor dispozitivelor de încălzire, este recomandabil să luăm în considerare condiții similare ale standardelor pentru elementele sistemului de încălzire conectate direct la dispozitivele de încălzire.
Deci, în secțiunea „2. Referințe de reglementare" GOST 30815-2002 "Termostate automate pentru dispozitivele de încălzire ale sistemelor de încălzire a apei în clădiri" GOST 6357-81 este menționat, cu toate acestea, nu este utilizat în continuare în text. Poate din acest motiv, în noua ediție a GOST 30815-2019, GOST 6357-81 este complet absent din lista referințelor de reglementare.
În plus, în GOST 21345-2005 „Supape cu bilă conice și cilindrice” GOST 6357 nu este menționat.
Astfel, în standardele GOST 30815-2019 și GOST 21345-2005 pentru elementele sistemelor de încălzire conectate direct la dispozitivele de încălzire, nu există cerințe pentru testarea firelor pentru conformitatea cu GOST 6357-81.
În acest sens, nu este clar care este obiectivul exact urmărit de autorii propunerilor de a controla firele dispozitivelor de încălzire folosind calibre suplimentare netede, fără a stabili deloc un control asupra firelor elementelor sistemelor de încălzire conectate direct la dispozitivele de încălzire.
În opinia noastră, este absolut inutil să conducem orice discuție despre utilizarea calibrelor netede pentru monitorizarea fileturilor interne ale dispozitivelor de încălzire în prezența:
- discrepanțele dintre diametrul nominal al filetului interior și diametrul nominal al alezajului neted specificat în prezentul articol;
- lipsa unei metodologii unificate aprobate pentru utilizarea calibrelor,
- absența oricăror cerințe pentru fire și metode de control al acestuia în legătură cu elementele sistemelor de încălzire conectate direct la dispozitivele de încălzire.
În plus, pentru a stabili dependența modului în care rezultatele testării cu calibre netede afectează rezistența conexiunilor filetate ale dispozitivelor de încălzire, am efectuat o serie de teste. Opt mostre din trei tipuri de secțiuni de radiator au fost selectate pentru testare:
- aluminiu (AL),
- bimetalice cu canale termoconductoare verticale și orizontale din oțel (BM),
- calorifere din aluminiu cu canale termoconductoare verticale din oțel (ASVK).
Toate probele au fost testate cu calibre filetate (go și no-go) și au fost testate suplimentar cu calibre netede. Rezultatele testării cu calibre netede sunt prezentate în Tabelul 6.
Eșantioanele 7 și 8 au fost selectate astfel încât ecartamentul neted care nu trece să se încadreze liber, fără efort, cu un joc ușor în orificiul filetat al secțiunilor radiatorului. Probele au fost înșurubate cu dopuri cu șuruburi recomandate de producătorul radiatorului. Au fost efectuate încercări de întindere statică până când probele au eșuat într-un laborator certificat.
Tabelul 6
Rezultatele testelor de tracțiune statică
| Numărul eșantionului | Tip radiator | Verificarea cu un indicator de trecere netedă | Verificarea cu un indicator netede | Sarcina de rupere, N | Limita de proporționalitate. Bar |
| 1 | BM | negativ | pozitiv | 48 791 | 604,10 |
| 2 | ASVK | pozitiv | pozitiv | 41 884 | 525,71 |
| 3 | ASVK | pozitiv | pozitiv | 35 309 | 444,65 |
| 4 | BM | pozitiv | pozitiv | 108 272 | 1249,13 |
| 5 | AL | pozitiv | pozitiv | 39 924 | 502,09 |
| 6 | BM | negativ | pozitiv | 102 473 | 1061,17 |
| 7 | BM | pozitiv | negativ | 46 272 | 563,17 |
| 8 | BM | pozitiv | negativ | 52 987 | 619,63 |
Rezultatele testelor sunt confirmate de protocoalele oficiale ale laboratorului de testare, filmare și fotografiere.
Folosind exemplul eșantionului nr. 4, este clar că la testarea unui radiator bimetalic, se produce deformarea conexiunii filetate.

La testarea unui radiator de aluminiu și a unui radiator cu un canal conducător de căldură din oțel, a avut loc distrugerea în corpul secțiunii radiatorului.

Din datele furnizate rezultă că firul unui radiator de încălzire care nu a fost testat cu un calibre de trecere lină (eșantionul 1, 6) sau fără trecere (eșantionul 7, 8), dar respectă pe deplin cerințele din GOST - 6357, atunci când este testat cu calibre de filet, formează o astfel de conexiune filetată, a cărei limită deformare proporțională depășește de multe ori valorile presiunii pe care alte elemente ale sistemelor de încălzire le pot rezista.
De asemenea, este indicativ faptul că radiatoarele ale căror filete nu au fost testate cu nici un ecartament neted, în ceea ce privește fiabilitatea și siguranța în ceea ce privește distrugerea conexiunii filetate, au prezentat rezultate similare, și în unele cazuri, mai bune în comparație cu acele radiatoare ale căror filete au fost testate atât calibre netede.
Acest lucru demonstrează încă o dată că verificarea fileturilor cu calibre netede nu afectează în niciun fel rezistența conexiunii filetate a radiatorului de încălzire și, în consecință, siguranța și fiabilitatea acestui dispozitiv.
Mai mult, pentru mostrele nr. 7 și nr. 8, sarcina de defectare a conexiunii filetate s-a dovedit a fi mai mare decât sarcina de defectare a corpului secțiunii radiatorului din aluminiu și a radiatorului cu un canal vertical de oțel. Este deosebit de semnificativ faptul că radiatoarele din aluminiu cu canal vertical din oțel au prezentat rezultate mai proaste decât un radiator convențional din aluminiu.
Pe baza tuturor celor de mai sus în acest articol, putem face o concluzie fără ambiguitate că metodele furnizate în prezent pentru monitorizarea fileturilor interne ale dispozitivelor de încălzire folosind numai calibre de filet (clauza 8.2. GOST 31311-2005) sunt mai mult decât suficiente pentru producerea de dispozitive de încălzire care sunt fiabile și sigure pentru consumatori.dispozitive.



