Ce este sudarea cu argon: cum să o folosești corect, instrucțiuni pas cu pas
Sudarea cu argon este unul dintre tipurile de metode cu arc electric de îmbinare a metalelor.Un arc este aprins într-o sferă de gaz inactiv folosind un electrod de wolfram. În același timp, marginile pieselor sudate se topesc, unindu-se în mod fiabil într-un singur întreg.
Conținutul articolului:
Sudarea cu argon - caracteristici și descriere
O trăsătură caracteristică a sudării cu argon poate fi considerată combinația de succes a principiilor de sudare electrică și cu gaz. Această tehnică de sudare produce suduri de calitate excelentă. Sunt șlefuite cu grijă și la sfârșitul întregului ciclu de lucru, rosturile sunt absolut invizibile.

Principalul factor în proces este arcul electric. Aici are loc tranziția energiei electrice în energie termică. Un prag termic ridicat topește metalul la punctul de sudare. Dacă mișcați arcul fără probleme, obțineți fuziunea materialului și o conexiune fiabilă a pieselor de prelucrat. Prin mutarea electrodului se reglează parametrii bazinului de sudură, se reglează viteza de sudare, gradul de pătrundere, calitatea și lățimea cusăturii.
Pentru a umple golurile și a suda o sferă de metal înaltă pe cusătură, se folosește sârmă de umplutură. Trebuie să fie identică ca compoziție cu materialul care se sudează. Sârma de umplere este alimentată manual până la punctul de topire.
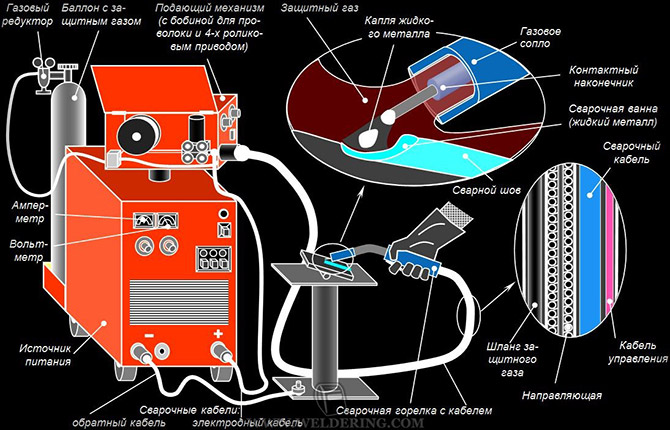
Sursa de curent de alimentare este o unitate de tip invertor cu comenzi, un sistem de alimentare cu gaz neutru și conectori la care este conectat arzătorul. Curentul poate varia, fie constant, fie alternativ.
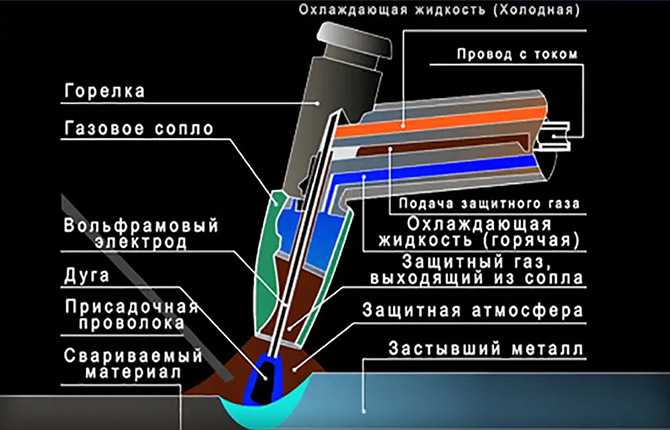
Când o unitate de sudare cu argon funcționează, gazul de argon inert este furnizat prin duza sculei în zona arcului. Acesta „deplasează” aerul atmosferic, inclusiv oxigenul și azotul, din bazinul de sudură. Cusăturile metalice sunt astfel protejate în mod fiabil în timpul sudării. Baza arcului, un electrod de tungsten neconsumabil, este de asemenea protejată. Dacă sudarea se efectuează fără gaz inert, wolfram este expus influenței agresive a oxigenului și este distrus.
Aerul atmosferic afectează negativ calitatea procesului de sudare. Gazul inert este folosit pentru a proteja zona de fuziune de oxigenul atmosferic. În practica obișnuită, acesta este argon. Heliul poate fi folosit în acest scop, dar costul său este mult mai mare. Prețul scăzut al argonului se explică prin faptul că acesta este doar un produs secundar al procesului industrial de separare a aerului în oxigen și azot.
Avantajele sudării cu arc cu argon:
- Cusătură estetică, de înaltă rezistență.
- Nu sunt necesare fluxuri sau acoperiri cu electrozi.
- Lucrați cu piese de orice dimensiune.
- Posibilitatea de sudare a metalului pe părțile deteriorate ale pieselor pentru a le restaura.
- Conectarea metalelor greu de sudat (titan, fontă, aluminiu și altele).
- Aerosoli emise minim în comparație cu alte tipuri de sudare.
- Marginea metalului tăiat „în argon” are o geometrie ideală; pe ea nu se formează pelicule de oxid și nitrură.
- Metoda cu argon vă permite să conectați straturi subțiri de metal și să efectuați operații speciale de sudare.
Dezavantajele includ faptul că sudarea cu argon a metalului este mai lentă decât cu alte mașini și metode de sudură.
Lucrul cu argon reprezintă un pericol pentru sănătatea umană.Gazul argon inhalat provoacă amețeli, poate duce la greață, vărsături, pierderea conștienței și chiar moartea. Cei care lucrează cu sudarea cu argon au adesea dureri de cap, zgomot în urechi, oboseală, tulburări ale tractului digestiv și probleme de respirație.
Un sudor riscă să dezvolte aluminoză, o patologie pulmonară ireversibilă, deoarece este expus la efectele negative ale ozonului, radioactivității și oxizilor de azot.
Clasificarea sudării cu argon
Tehnologia de sudare cu argon este clasificată în funcție de principiile funcționale individuale:
- Metoda manuala. Manipulările pistoletului, pistoletului cu arc și aditivului sunt efectuate manual de un sudor. Experiența și calificările sale stabilesc ritmul procesului și parametrii sudurilor.

- Semiautomat. Echipamentul are o funcție pentru alimentarea firului de umplere. Instalația este echipată cu un mecanism de alimentare cu sârmă. Sudorul funcționează numai cu o lanternă cu argon, lăsând o mână liberă. Poate fi folosit pentru a ține sau desface piesele de prelucrat. Metoda este mai productivă decât cea manuală, dar calificările sudorului sunt foarte importante.
- Auto. Alimentarea cu sârmă și deplasarea căruciorului cu lanterna are loc automat, fără participarea unui lucrător. Avantajul sunt sudurile netede, de înaltă calitate. Funcțiile operatorului sunt de a controla și a seta corect parametrii - adâncimea de penetrare necesară, viteza optimă de mișcare a căruciorului etc.

În plus, sudarea cu argon este diferențiată de procesul propriu-zis - dacă se folosește sau nu sârmă de umplere.
Fără un aditiv, puteți suda metal subțire (până la 2 mm), cu presiune strânsă - nu ar trebui să existe goluri de-a lungul cusăturii. Apoi marginile sunt topite cu un electrod și acest metal este suficient pentru a îmbina piesele de prelucrat.Rezultatul este o cusătură sigilată, subțire, netedă, asemănătoare oglinzii, fără „solzi”.
Durează mai mult să gătești cu sârmă de umplere. Tipul de sudură este „solzos”, iar numărul de straturi de solzi depinde direct de ritmul de alimentare cu aditivi la bazinul de sudură. Golurile și spațiile dintre piesele de până la 5 mm lățime sunt topite cu o calitate înaltă, iar convexitățile sunt topite pentru caneluri. Metoda de umplutură este utilizată pentru sudarea cu argon a metalelor cu o grosime de 3 mm.
Nu cu mult timp în urmă, a apărut o altă tehnologie inovatoare de sudare cu arc cu argon - robotică. Particularitatea sa este că sudarea pieselor pe benzi transportoare este realizată de complexe robotizate. Metoda se caracterizează prin productivitate ridicată și costuri reduse de muncă.

Dezavantajul este costul semnificativ al echipamentelor unice, nevoia urgentă de a atrage specialiști înalt calificați pentru întreținere, suport software și reglarea fină a componentelor robotului. Tehnologia este concepută pentru volume mari de producție.
Sudarea cu argon - ce instrumente și echipamente aveți nevoie
Echipamentele și accesoriile pentru sudarea cu arc cu argon sunt împărțite în 3 grupe.
Primul include dispozitive speciale care efectuează o anumită operație. Sudarea cu argon, realizată de astfel de dispozitive, este utilizată în întreprinderile mari de producție continuă la scară largă.
Al doilea – echipament specializat care este configurat pentru operațiuni cu o gamă restrânsă de piese dintr-o anumită categorie.
Al treilea – mașini universale, utilizate pentru mai multe tipuri de operații și materiale. Acesta este cel mai popular grup de dispozitive produse comercial.Ele sunt utilizate pe scară largă nu numai în scopuri industriale, dar sunt la mare căutare în rândul meșteșugarilor de artizanat și „garaj”.
Set de echipamente pentru sudarea universală cu argon:
- îmbrăcăminte de lucru, încălțăminte de siguranță, echipament individual de protecție;
- unitate pentru efectuarea lucrărilor cu un electrod neconsumabil;
- electrozi de tungsten neconsumabile;
- sârmă de umplutură;
- furtunuri de înaltă presiune;
- cilindru de gaz;
- reductor de gaz;
- unealtă auxiliară.
Într-o butelie de gaz, în formă comprimată, există gaz - argon. Cilindrii sunt folosiți pentru diferite gaze. Pentru a nu confunda recipientele identice cu conținut diferit, cilindrii sunt marcați. Deci, argonul brut este pompat într-un cilindru negru cu o inscripție albă și o dungă albă. Argon tehnic - tot într-un cilindru negru, dar inscripția este albastră, dunga este albastră. Argonul pur se distinge printr-un cilindru gri cu o inscripție verde și o dungă. Pe cilindri sunt ștampilate și alte informații tehnice speciale.
Fiecare reductor este proiectat pentru propriul gaz. Culoarea reductorului trebuie să se potrivească cu culoarea cilindrului de gaz. Într-o opțiune ieftină, puteți folosi un reductor de dioxid de carbon „negru”. Dar cel mai adesea un reductor cu un rotametru este instalat sub argon.
Furtunurile de oxigen de înaltă presiune sunt utilizate pentru argon datorită calității și fiabilității lor. Diametrul interior variază de la 9 la 18 mm. Deci alegerea corectă nu va fi dificilă.
Sursa de curent pentru sudarea cu argon este selectată în funcție de obiectivele și sarcinile care trebuie îndeplinite în timpul lucrării.
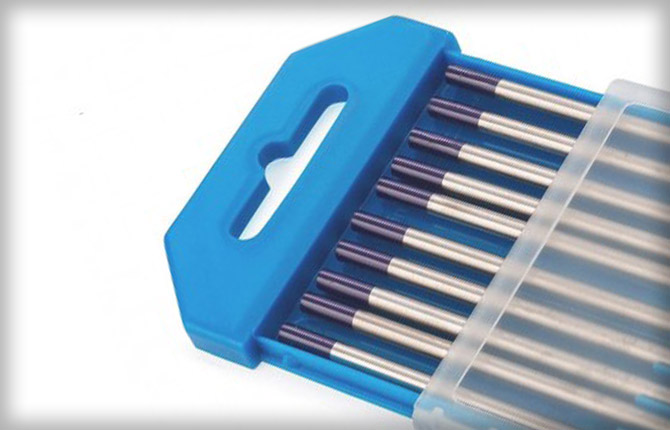
Electrozii de tungsten sunt proiectați pentru a aprinde și menține arcul. Au marcaje adecvate care le caracterizează proprietățile și prezența impurităților speciale.
Sunt necesare materiale auxiliare pentru a pregăti metalul pentru sudare, de exemplu, o râșniță, diverse perii metalice.
Conformitatea siguranței
Argonul, ca orice altă metodă de sudare, necesită respectarea strictă a reglementărilor de siguranță. Ele sunt în mare parte simple, dar implementarea lor vă permite să salvați nu numai sănătatea, ci și viața.
Munca trebuie organizată în încăperi sau cabine speciale. Acolo unde nu este posibilă implementarea acestor condiții, locul pentru lucrările de sudare cu argon este împrejmuit cu ecrane. Sunt panouri din placaj, vopsite cu o compoziție rezistentă la foc, care include și oxid de zinc, care absoarbe razele ultraviolete. Înălțimea unui astfel de gard nu poate fi mai mică de 2 m.
Echipamentul de sudare cu argon este instalat pe o zonă plană, în conformitate cu dimensiunile tehnologice. Locul de muncă al sudorului trebuie să fie echipat cu ventilație de evacuare și de alimentare. Panourile de evacuare sunt foarte eficiente. Acestea sunt poziționate orizontal sau în unghi, astfel încât aerul contaminat din arc să fie pompat în jos sau departe de sudor. Acest lucru previne intrarea substanțelor nocive în tractul respirator al lucrătorului.
Ce trebuie să faci înainte de a începe:
- Inspectați și asigurați-vă că îmbrăcămintea specială, încălțămintea și echipamentul de protecție ale sudorului sunt în stare bună, curate și nu sunt înmuiate în ulei sau alte substanțe inflamabile.
- Când îți îmbraci salopeta, strânge toți nasturii, leagă panglicile și dantelă pantofii.
- Jacheta și pantalonii trebuie purtate dezmorțite, buzunarele trebuie să fie închise cu clapete, iar părul să fie ascuns sub coșcă.
- Verificați locul de muncă, iluminatul, hota.
- Îndepărtați piesele de prelucrat inutile, articolele inutile și materialele inflamabile.
- Inspectați echipamentul.Trebuie să fie împământat în mod fiabil, contactele de înaltă tensiune sunt protejate și închise, iar integritatea firelor nu este compromisă.
- Asigurați-vă că dispozitivele de măsurare și semnalizare și dispozitivele de blocare a echipamentelor funcționează.
- Nu începeți lucrul până când deficiențele identificate nu sunt complet eliminate.

Cum să utilizați corect sudarea cu argon instrucțiuni pas cu pas
Înainte de sudare, piesa de prelucrat trebuie curățată temeinic de murdărie, ulei de mașină și depuneri de grăsime. Acest lucru se poate face cu orice solvent. Când grosimea pieselor sudate este de peste 4 mm, este necesară tăierea muchiei, iar sudarea cu argon se realizează numai cap la cap.
Pentru a distruge peliculele de oxid, îmbinarea este tratată cu perii metalice. O conexiune cu geometrie complexă este curățată cu o polizor unghiular.
Pentru a elimina umezeala, piesele de prelucrat trebuie încălzite la 150 de grade. Pentru a evita arderea, plăcile de cupru sau oțel sunt plasate sub metal subțire pentru a elimina căldura.
Aditivul se deplasează exclusiv în fața arzătorului, de-a lungul sudurii care se sudează.
Cu puțin timp (5-7 secunde) înainte de aprinderea arcului, alimentarea cu gaz inert este pornită. După terminarea sudării, trebuie să așteptați din nou același timp înainte de a opri gazul.
Secvența de acțiuni pentru lucrul cu sudarea cu arc cu argon:
- Porniți echipamentul.
- Conectați firul de împământare la masa de sudură sau la piesa de prelucrat.
- Deschideți robinetul de pe butelia de gaz.
- Apropiați lanterna cu argon de piesa de sudat astfel încât distanța până la electrod să fie de 3-5 mm.
- Puneți o mască de protecție și porniți sursa de alimentare.
- Țineți arcul de sudură rezultat la marginea inițială a îmbinării până când se formează o baltă de metal topit.
- Folosind manipulări circulare, netede, obțineți topirea marginilor părților laterale.
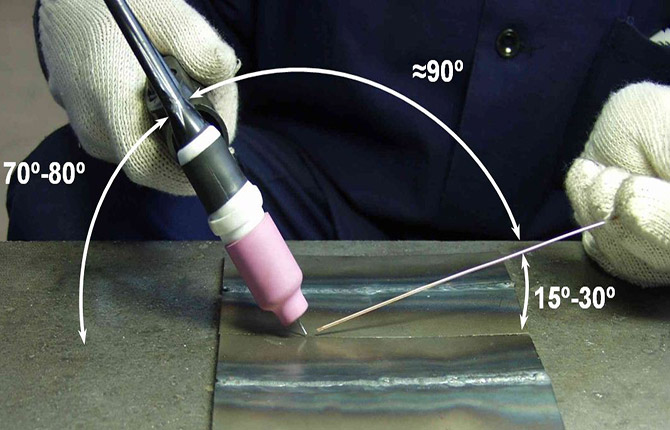
- Mențineți un unghi de 45 de grade între arzător și suprafață.
- Mișcați încet și cu grijă lanterna cu acul înainte, introducând firul de umplere în lanternă.
- La sfârșitul sudurii, reduceți curentul pentru a umple craterul.
Sudarea cu argon este o metodă inovatoare profitabilă pentru restaurarea produselor. Costul lucrărilor de sudare și restaurare este semnificativ mai mic decât producția unei piese noi. Un produs recondiționat poate dura foarte mult timp.
Ați folosit vreodată sudarea cu argon? Spune-ne despre caracteristicile care te vor ajuta să dobândești mai rapid abilități. Lasă-ți comentariul, distribuie articolul pe rețelele sociale, adaugă-l la marcaje.




Cum să gătești cu sudare cu argon în aer liber pe vreme vântoasă?
Nu veți putea suda așa cum ați face într-un atelier - vântul suflă gazul de protecție și lasă bazinul de sudură deschis influențelor externe. Protejați zona de sudură cu o foaie de fier. Dacă nu este nimic potrivit la îndemână, blocați vântul cu dvs. stând pe partea din care sufla.
Ce să faci dacă bazinul de sudură bule foarte mult?
Reglați alimentarea cu argon la reductor. Fie este prea puțin gaz (carbon scapă din metal), fie prea mult.
Cum să ascuți corect un electrod de tungsten?
Ascuțiți tija pe o roată de diamant rotativă. Va dura mai mult decât un șlefuitor obișnuit. Așezați electrodul cu vârful îndreptat spre dvs. la capătul cercului rotativ. Obțineți un unghi de ascuțire de 20-30 de grade. Pentru sudarea la curenți de 200-300 A este necesară o ascuțire de 60 de grade.Este mai convenabil să sudați metal subțire de 1-1,5 mm cu vârful, ca un ac - unghiul de ascuțire este de aproximativ 10 grade.