Conducte metal-plastic: tipuri, caracteristici tehnice, caracteristici de instalare
În multe caracteristici, țevile metal-plastic sunt superioare concurenților lor cei mai apropiați: materiale polimerice, cupru, fontă și oțel pentru așezarea autostrăzilor. Proprietățile lor sunt deosebit de importante atunci când se construiește un sistem de încălzire.
Pentru ca un compozit metal-polimer să realizeze pe deplin calitățile declarate de producător, este necesar să selectați tipul corect de țeavă. Trebuie să fie potrivit pentru condițiile de funcționare viitoare și să faciliteze instalarea. Veți afla totul despre țevile din metal și plastic, precum și liniile directoare pentru alegerea lor, din articolul nostru.
Conținutul articolului:
Structura țevilor compozite metal-plastic
Conducta metal-plastic a câștigat popularitate datorită combinației sale dintre rezistența metalului și flexibilitate polimer. Designul țevilor compozite este o „plăcintă” multistrat de straturi de polimer armat cu un strat de aluminiu.
Simbioza plasticului cu metalul asigură o rezistență mecanică ridicată, previne difuzia oxigenului din atmosferă și minimizează dilatarea termică a materialului.
„Căptușeala” internă din polietilenă este absolut netedă, asigurând trecerea nestingherită a mediului transportat și împiedicând apariția depunerilor și a depunerilor.Polimerul este rezistent la substanțele agresive și nu se corodează.

Miezul metalic este responsabil pentru rigiditatea produsului și crește rezistența la temperatură a conductei. Capetele aluminiului sunt unite prin sudare cu laser. Grosimea manșonului de aluminiu este de 0,15-0,75 mm - acest lucru îi permite să reziste la fluctuațiile frecvente de temperatură și la presiunea ridicată.
Stratul exterior de polimer este un plastic deosebit de durabil, rezistent la deteriorări mecanice, umiditate ridicată și reactivi agresivi. Carcasa exterioară reduce intensitatea formării condensului pe conducte.

Caracteristicile inițiale ale produsului sunt în mare măsură determinate de tipul de polimer utilizat:
- PEX – polietilenă de înaltă densitate;
- OBRAZNIC – polimer termorezistent;
- PE – polietilenă;
- PP-R – polipropilenă.
Compoziția adezivă este responsabilă de soliditatea întregului ansamblu. Producătorii își introduc propriile rețete brevetate, iar ingredientele și proporția componentelor nu sunt făcute publicitate. Un strat adeziv de înaltă calitate neutralizează stresul din interiorul structurii dintre polimer și aluminiu, previne delaminarea și crește rezistența la uzură a conductei.
Caracteristici fizice si tehnice
Proprietățile conductelor metal-plastic depind de dimensiunile produsului (diametru, grosimea peretelui), tipul de polimer și producător. Cu toate acestea, toți indicatorii trebuie să respecte standardele GOST 18599 (2001), R-53630 (2009) și R-52134 (2003).

Cerințe generale pentru rețeaua metal-plastic conform GOST:
- limita de curgere a stratului de plastic fierbinte – până la 0,3 g/10 minute;
- fără delaminare a marginii de atac atunci când este întins până la 10%;
- rezistența minimă admisă la delaminare sub sarcini este de 15 N/cm, fără sarcini – de la 50 N/cm;
- reticulare a straturilor de polietilenă – de la 60%;
- stabilitatea termică a componentelor din plastic;
- valoarea limită a permeabilității la oxigen la temperatura de +40°C este de 0,32 mg/mp*zi, la +80°C – 3,6 mg/mp*zi;
- gradul de rezistență al polimerilor utilizați este de la 8-12 MPa;
- temperatura inițială de fluiditate a compoziției adezive este de cel puțin +120°C.
GOST reglementează, de asemenea, parametrii de mediu. Proporția de substanțe volatile din țevile metal-plastic nu trebuie să depășească 0,035%.
Caracteristici fizice și tehnice medii de bază:
- Sortiment. Producătorii oferă mulaje metal-plastic cu o secțiune interioară de 14-60 mm și o grosime a peretelui de 2-3 mm. Lungimea golfului este de 50-200 m.
- Putere. În condiții de încărcare laterală, rezistența minimă la întindere este de 2880 N. Rezistența sudării pe metal și îmbinări adezive este de 57 și 70 N/mp.
- Rezistență la căldură. Compozitul își păstrează caracteristicile într-un interval de temperatură de +95°C. Să presupunem un salt pe termen scurt la +110°C; la -40°C termoplastul îngheață.
- Parametri liniari. Raza de îndoire este direct proporțională cu diametrul conductei. Pentru instalarea manuală, valoarea este de 80-125 mm, pentru instalarea mașinii (îndoit țevi sau jig) - 46-95 mm.
Limita de presiune din sistem depinde de temperatura agentului transportat.

Dacă respectă standardele de funcționare a pașapoartelor, durata de viață a plasticului metalic este de 50 de ani. Când se utilizează în rețele de utilități „fierbinte” (temperatura lichidului de răcire peste 25-30°C), perioada de funcționare se reduce la 25 de ani.
Performanța și domeniul de aplicare
Structura și caracteristicile tehnice ale metal-plastic au determinat o serie de puncte forte ale autostrăzii compozite.
Aspectele pozitive ale operațiunii includ:
- anticoroziv – suprafața interioară nu ruginește sau nămol;
- debit bun datorită rezistenței hidraulice scăzute a conductei;
- inerție chimică față de cele mai multe substanțe toxice și medii agresive;
- flexibilitate, ceea ce face posibilă reducerea la minimum a numărului de conectori și piese de colț;
- etanșeitate la gaz - elementele sistemului de conducte (radiatoare, cazane, echipamente de pompare) sunt protejate de efectele nocive ale oxigenului;
- absorbția zgomotului – transportul liniștit al lichidului de-a lungul utilităților;
- rezistență la uzură, ușurință în utilizare și fără nevoie de întreținere suplimentară.
Țevile sunt ușoare și, prin urmare, ușor de transportat și instalat. Avantaje suplimentare: estetică, costuri accesibile și utilizare practic fără deșeuri.

Alături de aspectele pozitive, plasticul metalic are și dezavantaje:
- Diferența de dilatare termică. Plasticul se „ajustează” mai repede la schimbările de temperatură a apei decât aluminiul. Această diferență afectează negativ materialul - în timp, îmbinările se slăbesc, iar riscul de scurgere crește.
- Cerințe de îndoire. Îndoirea/desplecarea repetată sau îndoirea o singură dată dincolo de normă poate duce la deformarea straturilor de turnare metal-plastic.
- Susceptibilitate la razele UV. Stratul exterior de polimer își pierde proprietățile protectoare la expunerea prelungită la radiațiile ultraviolete.
Conducta metal-polimer este instalată folosind fitinguri de compresie.

Aceste deformații pot rezulta din înghețarea lichidului de răcire în țeavă. Soluția problemei: izolarea conductei principale în faza de instalare sau înlocuirea apei transportate în sistemul de încălzire cu apă antiîngheț.
Proprietățile de performanță ale țevilor din metal-polimer le permit să fie utilizate în construcții private, industriale și în alte domenii de afaceri.
Aplicatii principale:
- comunicații ale sistemelor de alimentare cu apă;
- furnizarea de lichide și gaze agresive în agricultură și instalații industriale;
- amenajarea „pardoselilor de apă” izolate, inclusiv pentru încălzirea solului în sere;
- izolarea cablurilor si firelor electrice.
Fitingurile compozite metal-plastic sunt utilizate pe scară largă în construcția sistemelor de ventilație, aer condiționat și irigare a puțurilor.

Restricții de funcționare:
- spații clasificate conform standardelor de securitate la incendiu ca categoria „G” - sunt amplasate substanțe, a căror prelucrare este însoțită de generarea de căldură sau apariția scânteilor;
- cladiri cu surse de caldura, daca temperatura lor de incalzire depaseste 150°C;
- încălzire centralizată cu o „inserție” a unității de lift;
- la alimentarea cu lichid de răcire fierbinte cu o presiune de lucru de 10 bar sau mai mult.
Nu este recomandat să instalați componente metal-plastic în liniile de utilități deschise. Creșterile de temperatură și funcționarea pe vreme rece vor duce la distrugerea conductei.
Selecție de produse din metal și plastic
Calitatea și condițiile de funcționare ale produselor metal-plastic depind de tipul de componentă polimerică, dimensiunea, tehnologia de conectare a manșonului de aluminiu și fiabilitatea producătorului. Conform criteriilor enumerate, întreaga gamă de produse pentru țevi poate fi clasificată.
Tipul de polimer utilizat
Pe baza compoziției sale, plasticul pentru producția de țevi este împărțit în mod convențional în două grupe: polimeri de înaltă și joasă presiune.
Prima grupă include:
- PEX- polietilena reticulata;
- OBRAZNIC – polimer rezistent la căldură.
PEX este polietilenă cu lanțuri moleculare „reticulate”. Legăturile încrucișate transformă o structură liniară într-o conexiune tridimensională stabilă.

Această proprietate crește rezistența conductelor la ciocan de apa.
Tipul de legături intermoleculare este determinat de catalizatorul de reticulare utilizat:
- PEX-A. Lanțurile noi din interiorul structurii sunt rezultatul tratării polietilenei cu peroxid. Se atinge nivelul maxim de „firmware” - până la 85%. Pro: păstrarea elasticității, rezistență ridicată și „memorie” moleculară pronunțată. Dezavantajul este costul ridicat al tehnologiei și, ca urmare, prețul ridicat al țevilor.
- PEX-B. Alternativa optimă la A-links. Tehnica de reticulare folosind silan. Principalul avantaj este reducerea costurilor de producție. Nuanțe tehnologice: grad de reticulare - 65%, elasticitate redusă, restricții mai stricte la îndoirea țevilor. Polimerii PEX-B păstrează un proces de reticulare lent - materialul își schimbă caracteristicile originale în timp.
- PEX-C. Formarea de noi legături sub influența radiației electronice. Parametrii de calitate ai produsului finit sunt semnificativ inferiori conductelor din categoria PEX-A. Plus - cost redus.
- PEX-D. Legăturile intermoleculare sunt rezultatul tratamentului cu azot. Țevile PEX-D nu pot concura cu omologii lor, iar producția lor a fost redusă.
Țevile RE-RT se caracterizează prin rezistență termică pe termen lung. Polietilena stabilă termic are numeroase legături intermoleculare stabile. Producția implică tehnica proceselor controlate de formare spațială a macromoleculelor.

Datorită caracteristicilor tehnice ridicate ale țevilor metal-plastic cu polimer RE-RT, domeniul lor de aplicare a fost extins. Linia principală poate rezista la temperaturi de până la +124°C și nu se teme de îngheț.
Pentru instalarea unei conducte „rece”, sunt potrivite modelele din polietilenă de joasă densitate. Denumiri posibile: PE-RS, PE, PEHD, HDPE. Caracteristicile materialelor:
- o temperatură de 70°C este critică - conductele sunt deformate;
- presiunea maximă a sistemului – 8-10 bar;
- deteriorare datorată expunerii la soare.
Se alege un material compozit din metal și polimeri de joasă presiune pentru a „reduce” bugetul pentru construcția conductelor.
Dimensiunile țevii: diametrul și grosimea armăturii
Mărimea conductei este determinată de domeniul de utilizare. Gama producătorilor de top include modificări cu un diametru exterior de 16-50 mm.

Mai jos sunt caracteristicile și caracteristicile utilizării țevilor cu diametrul XX*YY, unde XX este secțiunea exterioară, YY este diametrul interior.
16*12. Conductele sunt folosite in primul rand pentru amenajarea circuitului de apa (alimentarea apei la contoare, malaxor) si a sistemului de incalzire al casei. Produsele cu diametru mai mare pot fi utilizate pentru conducta principală.
20*16. Instalarea „pardoselilor calde” și a sistemelor de alimentare cu apă. Fitingurile au un randament mai bun în comparație cu analogii anterioare, așa că se recomandă să fie instalate atunci când presiunea apei este instabilă.
26*20. Grosimea peretelui – 3 mm.Această opțiune este utilizată de preferință într-o locuință privată pentru sisteme autonome, unde este important să se asigure o anumită capacitate de rezervă în cazul unor posibile „întreruperi” de presiune.
32*26. Dimensiunile țevii îi permit să fie utilizat ca conductă verticală sau principală pentru sisteme de joasă presiune. Volumul unității transportate este crescut datorită secțiunii transversale mari.
40*32. Grosime – 3,9 mm. Conductele și-au găsit aplicație în așezarea traseelor lungi ale rețelelor de utilități în construcții civile și industriale. Potrivit pentru tratarea apei, aer condiționat, sisteme individuale și centralizate de alimentare cu apă.

Grosimea stratului de blindaj determină rezistența, flexibilitatea și conductivitatea termică a țevilor.
La alegere, se iau în considerare următoarele nuanțe:
- cu cât stratul de aluminiu este mai gros, cu atât conducta este mai rigidă;
- auto-asamblarea este mai ușor de realizat din produse cu un strat de metal de 0,15-0,2 mm;
- odată cu creșterea proporției de armătură, pierderea de energie termică în timpul transportului lichidului de răcire crește.
Pentru efectuarea lucrărilor casnice interne, dimensiunea optimă a stratului de armare este de 0,3-0,5 mm.
Nuanțe ale tehnologiei de fabricație
Există două metode de bază pentru producerea țevilor din metal-polimer: engleză și elvețiană. Principala diferență între tehnologii este opțiunea de conectare pentru manșonul din aluminiu.
Puteți auzi adesea de la agenții de marketing despre clasificarea țevilor în „fără sudură” și „fără sudură”, în funcție de tehnologia de fabricație. Cu toate acestea, aprofundând în elementele de bază ale producției, puteți înțelege că cusătura de îmbinare este prezentă în ambele opțiuni, diferența este în execuția sa.
Tehnologia engleză - sudare prin suprapunere. O țeavă este formată dintr-o bandă metalică, marginile „manșonului” sunt sudate suprapunându-se cu ultrasunete. Straturi de adeziv și polimer sunt aplicate simultan pe părțile exterioare și interioare ale țevii de aluminiu.

Tehnologia elvețiană – sudare cap la cap. Etape de productie:
- Productie de tevi polimerice prin extrudare.
- Aplicarea adezivului pe suprafața exterioară a plasticului.
- Formarea și „laminarea” unui strat metalic din bandă de aluminiu.
- Lipirea marginilor materialului de armare cap la cap folosind sudarea cu arc cu argon sau laser.
- Aplicarea consecutivă de adeziv și polimer pe suprafața aluminiului.
Etapa finală este răcirea produsului finit.

Asigurările vânzătorilor de țevi „fără sudură” cu privire la o rezistență mai mare în comparație cu țevile „fără sudură” nu trebuie luate ca o axiomă. Experții în sudare știu că rezistența unei suduri prin suprapunere este întotdeauna mai mare decât cea a unei îmbinări cap la cap.

Revizuirea producătorilor: raport calitate și preț
O evaluare informală a producătorilor de țevi din metal-polimer este prezentată de companiile interne și străine.
Valtec (Italia, Rusia). Sistemele de conducte metal-polimer sunt fabricate folosind metoda organosilanidelor (PEX-b).Gradul de reticulare a stratului de lucru este de 65%, stratul exterior protector este de 55%. Combinarea caracteristicilor a făcut posibilă obținerea unui material flexibil.

Prețul aproximativ al unui produs 16*2 mm – 1 USD/m, 32*3 mm – 4,5 USD/m.
Henko (Belgia). Țevi cu cinci straturi fabricate folosind tehnologia „fără sudură”. Producția folosește polietilenă reticulata PEX-C, gradul de reticulare este de 60%. Țevile sunt produse cu un diametru de 14-40 mm, grosime - 2-3,5 mm, lungimea bobinei - 5-200 m.

Costul mediu pentru fitingurile de țevi cu o secțiune transversală de 20 mm este de 0,8 USD/m.
Oventrop (Germania). Compania este specializată în producția de țevi rezistente la căldură pe bază de polimeri PE-RT. Datorită caracteristicilor tehnice și operaționale excelente, produsele sunt considerate universale și sunt utilizate în diverse domenii ale construcțiilor. Preț – aproximativ 1,2 USD/m.
Comap (Franța). Conductă metal-plastic folosind compuși polimerici PEX-C și PEX-B. Produsele se caracterizează prin stabilitate electrochimică absolută și rate scăzute de uzură. Țevile din seria Multi-Skin absorb bine zgomotul și mențin o anumită formă de îndoire.
Nanoplast (Rusia). Un producător autohton a lansat producția de țevi din metal-polimer folosind tehnologia elvețiană. O caracteristică specială a produsului este un strat de armare armat (grosimea metalului este de 0,3-0,55 mm).

Decodificarea marcajelor de producție
Marcajul conține informații de bază despre caracteristicile și scopul conductei. Secvența valorilor poate diferi de la producător la producător.
Denumiri standard:
- numele firmei producătoare;
- standard de producție, număr de certificat;
- tipul de materiale folosite;
- dimensiuni nominale;
- presiunea maxima admisa;
- mediu propice pentru transport;
- condiţii suplimentare de funcţionare (temperatura).
La sfârșit, sunt afișate numărul lotului, numărul schimbului și data producției.

Caracteristicile instalării unei conducte metal-plastic
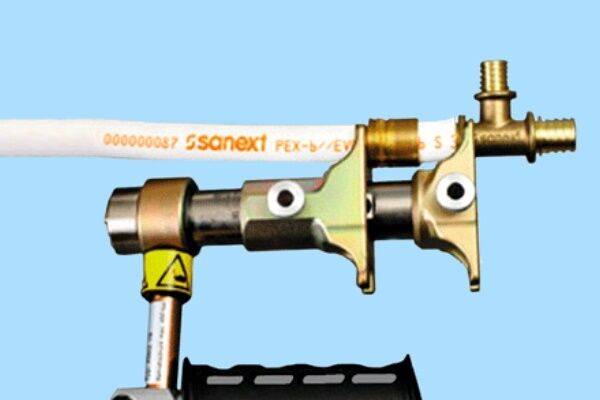
Asamblarea liniei principale din țevi metal-polimer se realizează folosind trei tipuri de fitinguri formate: detașabil, compresor, fitinguri de presare. Pentru a realiza conexiuni prin sertizare, aveți nevoie fălci de presare, permițând formarea unei unități absolut etanșe.
Conectarea țevilor folosind fitinguri de presare se face după cum urmează:
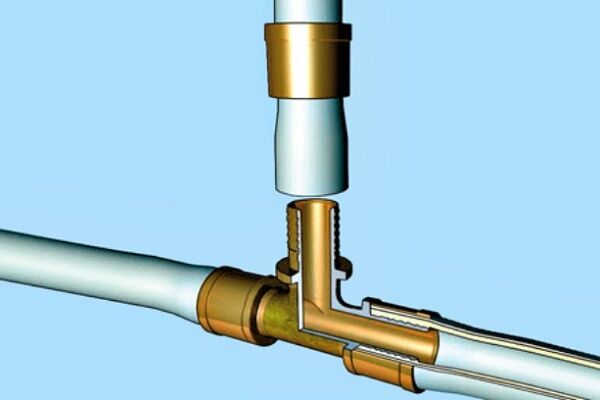
În plus față de conexiunile de sertizare tradiționale, atunci când se lucrează cu țevi metal-plastic, se utilizează o altă tehnologie și tip de fitinguri numite fitinguri push-on. Pentru a forma o unitate etanșă în acest caz, pe lângă cleștele de presare, se folosește și un expandor, care este folosit pentru a extinde priza. Această tehnică este utilizată pentru asamblarea sistemelor așezate într-o șapă sau cu caneluri.
Apăsarea unui manșon de alunecare pe o țeavă expandată instalată pe un fiting vă permite să obțineți o conexiune strânsă, dar pentru un asamblare unică nu este întotdeauna recomandabil să cumpărați întregul instrument.
Fitingurile detașabile (colet) constau dintr-un corp, o virolă deschisă și o garnitură de cauciuc. Este prevăzut un filet pentru conectarea la aparatele de uz casnic.
Procedura de instalare:
- Marcați locul de montare și tăiați țeava.
- Așezați piulița și manșonul pe conductă.
- Montați fitingul și strângeți piulița.
- Verificați etanșeitatea îmbinării.
Garnitura compresorului este considerată detașabilă condiționat. Pentru a asambla o conductă folosind acest tip de fiting, aveți nevoie de un minim de instrumente, sunt suficiente doar câteva chei:
Fitingurile sunt ușor de instalat:
- Aliniați conducta la locul de montare într-un interval de 10 cm.
- Tăiați țeava drept.
- Procesați capetele, puneți nuca și inelul.
- Acoperiți tija cu material de etanșare și introduceți-o în țeavă.
- Strângeți piulița de îmbinare.
Cea mai fiabilă conexiune din montaj de conducte metal-plastic realizat prin utilizarea fitingurilor de presare.Metoda este optimă pentru instalarea liniilor de comunicație ascunse. Pentru a instala conducta veți avea nevoie de o mașină de presă, un calibrator și tăietor de țevi.

Veți face cunoștință cu sfaturi valoroase pentru efectuarea sertării țevilor metal-plastic. articolul urmator, în care sunt analizate în detaliu toate nuanțele de instalare.
Concluzii și video util pe această temă
Comparația rezistenței liniilor metal-plastic și polipropilenă la presiune înaltă:
Video de instruire despre instalarea pas cu pas a unei conducte din metal-polimer folosind fitinguri de presare:
Țevile metal-plastic reprezintă o simbioză a avantajelor ambelor materiale. Structura combinată extinde domeniul de aplicare a produselor metal-polimer în sistemele de comunicații inginerești ale diferitelor șantiere. Argumente puternice în favoarea: durabilitate și preț accesibil.
Doriți să ne spuneți cum ați selectat țevile metal-plastic și le-ați instalat cu propriile mâini? Aveți informații utile despre instalarea sau modernizarea sistemelor de comunicații? Vă rugăm să scrieți comentarii în blocul de mai jos, să puneți întrebări, să împărtășiți informații utile și fotografii pe tema articolului.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}