Testarea presiunii țevilor metal-plastic: procedură și nuanțe de efectuare a lucrării
O alternativă de succes la țevile tradiționale de oțel sunt produsele tehnologice realizate din metal-plastic. A câștigat o popularitate deosebită în industria instalațiilor sanitare.Metal-plastic este utilizat la asamblarea și repararea comunicațiilor de presiune, circuitelor de alimentare cu apă caldă și rece fără presiune, precum și a sistemelor de încălzire.
O metodă simplă și accesibilă este utilizată pentru a forma conexiuni - sertizarea țevilor metal-plastic. Vă vom spune cum se face această lucrare, ce instrumente va avea nevoie un instalator independent pentru a construi sau a restaura sistemele. Recomandările noastre vă vor ajuta să obțineți rezultate de cea mai înaltă calitate.
Conținutul articolului:
Crimping: un concept în sens larg
Însuși conceptul de „testare a presiunii” în legătură cu furtunurile metal-plastic ar trebui luat în considerare în sensul larg al cuvântului. De exemplu, testarea presiunii se referă adesea la teste standard efectuate hidraulic sau pneumatic.
Dar practica modernă arată că termenul „testare a presiunii” se potrivește, de asemenea, destul de logic cu procedura de conectare a unui fiting și a unei țevi metal-plastic. Acest tip de conexiune se realizează folosind tehnologia de sertizare cu putere folosind o unealtă specială (cleste de presare).

Indiferent de condițiile de instalare și de tehnologiile utilizate, instalarea alimentării cu apă sau a altor comunicații pe bază de conducte metal-plastic este însoțită de teste de etanșeitate și rezistență.

De obicei, proces de testare efectuate hidraulic. Dar posibilitatea de a testa folosind metoda pneumatică nu este exclusă.
Metode de sertizare metal-plastic
Metoda hidraulică presupune umplerea țevilor metal-plastic cu apă și apoi creșterea presiunii până la valorile setate. Testele pot afecta întreaga autostradă instalată sau numai secțiuni individuale ale acesteia.
Metoda pneumatică folosește aer comprimat în loc de apă. Această metodă de sertizare este considerată mai puțin eficientă și mai periculoasă în comparație cu opțiunea hidraulică. Și nu contează dacă țevile din metal sau metal-plastic sunt testate.
Opțiunea #1: hidraulic
Procesul nu este diferit de versiunea standard, care este utilizată pe conductele de apă din oțel. Singura avertizare este că presiunile de funcționare pentru țevile din plastic sunt mai mici decât cele acceptate pentru produsele metalice.
În consecință, presiunea de testare este calculată luând în considerare setările standard ale presiunii de funcționare pentru plastic, conform formulei:
Ri = Ррп * 1,5,
În el, Ri este presiunea de testare; Ррп – presiunea de lucru a unei țevi de plastic.
Temperatura apei din interiorul conductei este permisă în valori pozitive de 5 - 40ºС.
Progresul procedurii:
- Pregătiți zona de testare (instalați robinete, dopuri).
- Instalați 2 manometre în diferite puncte ale liniei.
- Instalați un aerisire la nivelul superior al conductei.
- Conectați pompa de apă la nivelul inferior al conductei.
- Umpleți linia cu alimentare cu apă de la nivelul inferior până la nivelul superior.
- Deschideți orificiul de ventilație pentru a evacua aerul din sistem.
În interiorul autostrăzii de la conducte metal-plastic Presiunea trebuie crescută lent, excluzând salturile bruște. Astfel de condiții de pompare sub presiune sunt asigurate de o presă hidraulică manuală.

Până când valoarea presiunii se apropie de nivelul de funcționare, se recomandă monitorizarea vizuală periodică a zonelor cu posibile scurgeri.
Aceste zone sunt de obicei:
- racorduri conductă în conductă;
- contactul dintre țeavă și fiting;
- puncte de instalare pentru robinete și dopuri.
Creșterea presiunii în interiorul țevilor metal-plastic până la o valoare care depășește parametrul de funcționare de 1,5 ori este permisă numai în absența persoanelor în apropierea liniei testate.
Presiunea de testare stabilită în interiorul conductei trebuie menținută pentru un anumit timp. Pentru sistemele de alimentare cu apă realizate din țevi metal-plastic destinate utilizării în condiții casnice, se adoptă o perioadă minimă de păstrare de cinci minute.
În timpul timpului minim acceptat de testare, nu este permisă o cădere de presiune la punctele de instalare a manometrelor de control. Când se observă modificări negative la instrumentele de control, această condiție indică etanșeitatea incompletă a sistemului.
Presiunea trebuie redusă la valoarea de funcționare și verificată cu atenție pentru posibile scurgeri pe întreaga secțiune a țevilor metal-plastic. Eliminați defectele detectate și repetați procedura de testare.

Testele de scurgere sunt trecute atunci când îndeplinesc următoarele condiții:
- nu au fost detectate vizual scurgeri;
- nu au fost detectate vizual rupturi ale peretelui conductei;
- timp de cinci minute nu au existat modificări ale presiunii la manometrele de control;
- nu sunt vizibile deformari ale conductelor.
Între timp, este necesar să se clarifice: dacă întârzierea depășește un interval de cinci minute, este permisă o scădere ușoară a presiunii de testare din cauza unei schimbări naturale a temperaturii apei din interiorul țevilor metal-plastic.
Opțiunea #2: pneumatică
Dacă este imposibil să se efectueze testarea presiunii hidraulice din anumite motive, este permisă o alternativă - testarea pneumatică.
Metoda de testare pneumatică diferă într-un mod ușor diferit de verificare a scurgerilor, dar în general repetă practic metoda hidraulică. Această tehnologie nu este utilizată atât de des pe țevi, dar este utilizată pe scară largă pentru sertizarea dispozitivelor individuale, cum ar fi vasele de expansiune, cazane, schimbătoare de căldură etc.

Pentru a detecta scurgerile prin testarea pneumatică a presiunii, se folosește de obicei o soluție de săpun. Linia asamblată este umplută cu aer sub presiune Pu = Ppp * 1,15 și zonele cu posibile scurgeri sunt irigate cu o soluție de săpun. Eliberarea aerului este determinată de umflarea bulelor.
Această tehnică de testare vă permite să detectați vizual chiar și scurgerile minore. Dar este destul de dificil pentru inspector să monitorizeze prezența scurgerilor în locuri greu accesibile pentru observație vizuală.
Metoda de testare pneumatică este destul de potrivită pentru testarea etanșeității conexiunilor fitinguri pentru țevi metal-plastic sau după schema „țeavă în conductă”. Dar atunci când trebuie să testați rezistența unui sistem de conducte, această metodă în mod clar nu este cea mai bună. Aici este necesar să se recurgă la testarea hidraulică.
Sertizarea ca metodă de conectare
Practica instalării țevilor metal-plastic este marcată de utilizarea mai multor metode potrivite pentru realizarea tuturor tipurilor de conexiuni:
- lipire;
- nuca;
- sertizarea
Ultima metodă dintre cele trei este sertizarea precisă a unei țevi de metal-plastic în zona joncțiunii sale cu fitingul.

Tehnica unei astfel de sertizare se distinge prin acțiuni simple care pot fi efectuate chiar și de un instalator neprofesionist. Singura avertizare este că lucrarea necesită așa-numitul fălci de presare – un instrument special care creează o conexiune de sertizare fiabilă.
În general, este necesar următorul set de instrumente pentru a efectua lucrări folosind tehnica de sertizare:
- tăietor de țevi pentru țevi metal-plastic;
- calibrator, expandator, procesor de teșire;
- clești de apăsare.
Un tăietor de țevi produce o tăietură uniformă la o dimensiune dată, fără a deforma țeava și în unghi drept. Folosind un calibrator și un procesor de teșituri, partea de capăt a furtunului metal-plastic este pregătită pentru conectarea ulterioară cu fitingul.
Uneori este nevoie de un expander pentru lucru. Fălcile de presare ocupă un loc special în proces. Cu ajutorul acestui instrument, conexiunea pregătită este sertizată.
La asamblarea conductelor metal-plastic, se folosesc fitinguri de sertizare și compresie (alias filetate), pașii pentru instalarea lor sunt în mare măsură similari:
Cum se sertează o țeavă metal-plastic
Procedura de sertizare pentru conectarea unei țevi metal-plastic cu un fiting implică următoarea secvență de acțiuni:
- Tăierea unei țevi metal-plastic la dimensiune.
- Efectuarea calibrării secțiunilor sale de capăt.
- Teșire de-a lungul razei interioare.
Apoi, manșonul de sertizare este instalat la capătul țevii.

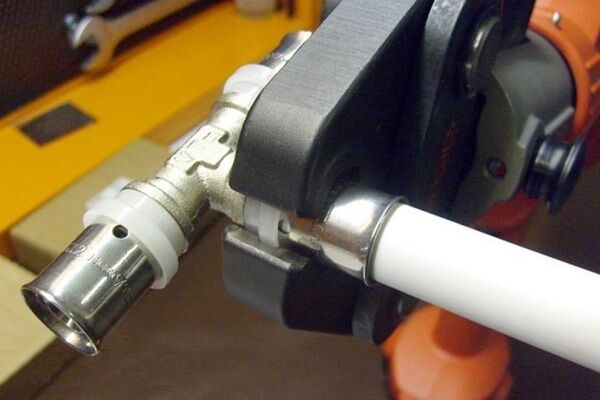
După acești pași, partea de racord a fitingului este introdusă în conducta metal-plastic de la capătul unde se află manșonul de sertizare. Deplasați manșonul de sertizare de-a lungul corpului țevii și instalați-l paralel cu fitingul. Orientări pentru lucrul cu fitinguri de presare în asamblarea unei conducte metal-plastic dat aici, Vă recomandăm să citiți informațiile utile.
Aplicați clești de presare în zona de îmbinare, completați cu echipamente corespunzătoare diametrului conductei care este prelucrată. Strângeți mânerele instrumentului până când se opresc.

Astfel de acțiuni sunt tipice pentru efectuarea sertării folosind unelte de mână. Între timp, pe lângă sertizarea manuală, există dispozitive electrice, hidraulice și pneumatice.
Aceste opțiuni de design sunt de obicei utilizate rar în viața de zi cu zi. Scopul lor este sectorul producției industriale. În configurație, acestea sunt, de asemenea, foarte diferite de modelele manuale.
Este demn de remarcat unele caracteristici atunci când lucrați cu fălci de presare. Este permisă întotdeauna o singură sertizare. Dacă din anumite motive nu ați reușit să efectuați o sertizare de înaltă calitate prima dată, nu ar trebui să încercați să repetați acțiunea. Sertizarea defectă trebuie îndepărtată și procedura de sertizare trebuie efectuată mai întâi.
Avantajele și dezavantajele sertării
Evaluarea racordarea conductelor metal-plastic, realizată folosind fălci de presare, nu se pot nu remarca avantajele și dezavantajele.

Atât unul, cât și celălalt determină condițiile în care această metodă particulară este potrivită.
Lista beneficiilor notate este următoarea:
- se creează o conexiune nesupravegheată;
- Proiectare pentru presiuni mari de operare;
- rezistență mecanică ridicată;
- durată lungă de viață;
- instalare ușoară, simplă și rapidă.
Din punctul de vedere al deficiențelor existente, experții identifică și câțiva factori și, de obicei, îi asociază cu criterii de întreținere sau instalare:
- se creează o conexiune permanentă;
- Este necesară o unealtă specială (cleste de presare).
Dezavantajul este că fiecare eroare de sertizare reduce toată munca la zero.

Pe lângă aceste dezavantaje, puteți adăuga costul ridicat al instrumentului principal - o presă cu clește.
Adevărat, adaptarea manuală pentru condițiile de viață nu este la fel de costisitoare ca modelele automate. Dar chiar și în acest caz, nu este profitabil să cumpărați, deoarece necesitatea instrumentului este de fapt o singură dată.
Concluzii și video util pe această temă
Din videoclip puteți învăța cum să lucrați cu cleștele de presare mecanică, și anume cum să sertizați fitingurile de țevi din metal-plastic.
Se recomandă instalarea țevilor metal-plastic folosind metoda de sertizare în condiții de mediu cu o temperatură nu mai mică de +10ºС. Este indicat să păstrați materialul achiziționat (țevi) în condiții noi pentru cel puțin 24 de ore și abia apoi să începeți instalarea.
Sistemul de alimentare cu apă instalat trebuie testat pentru etanșeitate și rezistență prin teste hidraulice și pneumatice.
Aveți experiență în lucrul cu țevi metal-plastic și realizarea conexiunilor acestora? Cunoașteți subtilitățile tehnologice ale producerii acestei lucrări care nu sunt tratate în articol? Vă rugăm să scrieți comentarii în formularul de bloc de mai jos, să puneți întrebări, să postați fotografii.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Dacă aveți instrumentele necesare (un tăietor special de țevi și un clește de presare), efectuarea sertizării țevilor metal-plastic nu este o problemă mare și este destul de ușor de realizat singur. Dacă ceva nu este clar, vizionați doar câteva videoclipuri, care sunt pline pe Internet. Un alt lucru este că nu toată lumea are instrumentul și nu este ieftin.
Da, nu are rost să le cumperi dacă nu o faci profesional. Tocmai am închiriat aceste clești de presare; acum există o mulțime de companii unde puteți face asta.
Buna ziua. La realizarea țevilor, este necesară teșirea zonei tăiate?