Conducte din polietilenă pentru conducte de gaze: tipuri și particularități de așezare a conductelor din polietilenă
Anterior, la instalarea comunicațiilor industriale și casnice, se foloseau țevi din fontă, oțel și cupru. Odată cu apariția polimerilor care nu sunt inferioare produselor metalice ca rezistență, rezistență la uzură și inerție față de substanțe chimice, materialul pentru țevi a început să fie produs din polipropilenă, polietilenă, clorură de polivinil, polibutilenă etc.
Țevile din polietilenă pentru conductele de gaz s-au dovedit a fi practice, flexibile, ușoare, făcând transportul și instalarea mult mai ușoare. Dacă decideți să gazificați o casă privată, atunci ar fi o idee bună să aflați mai detaliat despre caracteristicile tehnice, condițiile și metodele de instalare a țevilor din polietilenă.
Conținutul articolului:
Conducte HDPE pentru conducte de gaz
Polietilena de joasă densitate este utilizată nu numai pentru fabricarea elementelor de conducte de gaz. De asemenea, este utilizat pentru instalarea altor comunicații - alimentare cu apă, canalizare, conducte tehnice de protecție. Tipurile de țevi diferă în ceea ce privește compoziția, caracteristicile și marcajele.
Să ne concentrăm asupra produselor pentru transportul gazelor, a căror producție este supusă cerințelor GOST R 50838-2009 (ediție învechită - GOST R 50838-95).
Tipuri și dimensiuni
Conductele de presiune din polimer pentru gaz pot consta numai din polietilenă sau sunt armate cu straturi suplimentare.
Astfel, există trei tipuri:
- polietilenă, inclusiv cele marcate cu dungi galbene;
- polietilenă cu straturi de coextrudare situate în interior sau în exterior;
- polietilenă cu o carcasă de protecție termoplastică, care trebuie îndepărtată înainte de instalare.
Toate tipurile de materiale de conducte sunt concepute pentru transportul diferitelor gaze care respectă standardele GOST 5542 și sunt utilizate ca materii prime sau combustibil pentru nevoi industriale și casnice. Sunt acceptate restricții de utilizare a conductelor: max. presiune – 1,2 MPa, lucru max. temperatura -/+40°С.

Produsele industriale sunt furnizate în secțiuni de 5-24 m, multipli de 0,25 m, dar mai des decât lungimea medie, convenabil pentru transportul cu echipamente speciale - de exemplu, 13 m. Înfășurarea unei țevi subțiri într-o bobină necesită lungimi diferite, dar mai mult de multe ori puteți găsi bobine de 200, 500, 700 m. Este posibil să se producă produse de alte lungimi, dar numai prin acord cu clienții.
În funcție de grosimea pereților și sclav. Presiunile conductelor sunt împărțite în două tipuri:
- PE-80. Grosimea peretelui – 2-3 mm, de lucru. presiune – 3-6 MPa; potrivit pentru conducte de gaz și apă;
- PE-100. Grosimea peretelui – 3,5 mm, de lucru. presiune – 8-12 MPa; Aceasta este o versiune îmbunătățită a PE 80, caracterizată prin rezistență la căldură și densitate crescută.
PE (opțiuni - PE, PE) în numele este polietilenă, numerele 80 și 100 sunt grade de polietilenă.
Din punct de vedere al fezabilității economice, gradul PE 100 este utilizat la instalarea unei conducte de gaz de înaltă presiune sau în cazuri speciale - de exemplu, pentru reconstrucția unei linii principale vechi uzate sau construirea de ramuri experimentale cu un presiune de 0,6 MPa și peste.
Caracteristici tehnice și marcaje
Țevile din polietilenă fabricate în fabrică sunt supuse cerințelor enumerate în GOST R 50838-2009. Acestea includ recomandări pentru aspect și proprietăți tehnice.

În ceea ce privește culoarea, posibilitatea de variabilitate:
- PE 80 – galben;
- PE 100 – galben, portocaliu, negru cu dungi galbene/portocalii distribuite uniform.
Documentul specifică, de asemenea, standarde pentru caracteristici precum rezistența la presiune internă constantă, alungirea la rupere, rezistența la propagarea fisurilor, stabilitatea termică și sudabilitatea.

Marcarea nu trebuie să afecteze calitatea materialului, adică să provoace fisuri, umflături etc.
Literele și cifrele trebuie să fie ușor de citit, lizibile și ușor de înțeles. Cele obligatorii includ:
- marca comercială sau numele producătorului;
- simbolul țevii;
- data fabricatiei;
- diametrul nominal/grosimea peretelui;
- programare;
- GOST
Datele rămase - numele țării, numărul lotului etc. - sunt furnizate după cum doriți.
De exemplu, să ne uităm la unul dintre eșantioane:
Sfera LLC PE 80 SDR 11 - 150x10,5 GAZ GOST R 50838-2009
- SRL „Sfera” - producător
- PE-80 – tip țeavă din polietilenă
- SDR 11 – raport de dimensiune standard
- 150 – diametru
- 10,5 – grosimea peretelui
- GAZ - scop
- GOST R 50838-2009 – document de reglementare
Prin marcare este ușor de determinat dacă țevile sunt potrivite pentru uz casnic sau industrial, dacă corespund scopului și diametrului lor.
Avantajele și dezavantajele polietilenei
Datorită avantajelor polietilenei, este folosită pentru a transporta un tip de combustibil atât de periculos precum gazul natural.
Principalele avantaje includ calități precum:
- Proprietăți de izolare electrică. Polietilena este un dielectric complet și nu conduce curentul electric. Nu este necesară împământare în timpul instalării.
- Rezistență la substanțe chimice agresive, care pot fi conținute în sol sau în producție.
- Fără coroziune, posibilitate de utilizare in medii umede.
- Plastic, datorită căruia conducta este protejată de mișcările solului, expansiunea în timpul înghețului și loviturile de ariete.
- Pasivitatea la transmiterea vibrațiilor acustice.
Gradul de rezistență la uzură este destul de ridicat - producătorii de țevi moderne PE pentru gaz oferă o garanție de 30 până la 50 de ani.

Dezavantajele includ o astfel de proprietate a polietilenei precum fotodistrucția. Aceasta înseamnă că materialul îmbătrânește rapid și se sfărâmă sub influența radiațiilor ultraviolete. Pentru a îmbunătăți cumva rezistența polietilenei la radiațiile solare, pigmentul negru este adăugat materialului ca agent de stabilizare.
Alte dezavantaje includ o gamă mică de temperaturi de funcționare a substanței transportate, permeabilitatea la oxigen și dependența caracteristicilor tehnice de temperatura exterioară.
Datorită dezavantajelor enumerate, conductele de gaz realizate din conducte de polietilenă sunt utilizate numai în pământ; analogii metalici sunt instalați în zone deschise.
Instalarea conductelor de gaz din polietilenă
Este interzisă instalarea independentă a unei conducte de gaz la o casă privată sau o unitate industrială. Acest lucru ar trebui să fie făcut de o organizație care are licență și dreptul de a efectua acest tip de muncă, justificat de o licență. Ea efectuează și întreținere în viitor - lucrări de verificare, testare sau reparații.

În primul rând, obțin permisiunea de a efectua lucrări de construcție, de a crea un pachet de estimări de proiectare și de a construi o axă de aliniere geodezică. Apoi efectuează pregătiri, care includ planificarea rutei, lucrările de terasament, transportul și așezarea conductelor, instalarea unealta de sudare. Și numai atunci încep direct la lucrările de instalare - așezarea și sudarea țevilor.
Prezentare generală a metodelor de conectare a conductelor
Polietilena este diferită prin faptul că, atunci când este încălzită, își schimbă proprietățile și se topește. Această calitate este folosită pentru a crea conexiuni permanente la conductele de gaz - adică pt sudarea conductelor.
Există două metode de sudare:
- fundul, fără utilizarea elementelor modelate;
- electrofuziune, folosind fitinguri electrorezistive.
Prima metodă este utilizată în scopuri industriale, pentru sudarea țevilor cu diametru mare, a doua - pentru crearea ramurilor de gaz menajere din conducta centrală.
Dacă este necesară o conexiune detașabilă, atunci se utilizează a treia metodă - comprimare. Capetele țevilor sunt conectate cu fitinguri de compresie, care pot fi îndepărtate sau înlocuite dacă este necesar.

Mai întâi, să vedem cum se realizează sudarea. Lucrările pregătitoare se desfășoară conform aceluiași plan:
- Selectarea si verificarea materialelor si instrumentelor de instalare. Încălzitoarele, racletele și trimmerele sunt curățate, reziduurile de polietilenă și praful sunt îndepărtate și șterse cu un solvent. Suprafețele de frecare și componentele sunt lubrifiate. Selectați căptușeli și cleme care sunt potrivite ca diametru.
- Selectarea parametrilor de sudare. Sculele sunt programate și anumiți parametri sunt introduși în memoria echipamentului de încălzire.
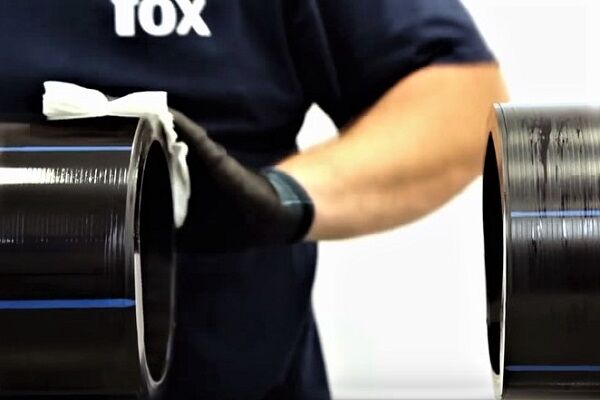
- Pregatirea zonei de lucru. Capetele țevilor sunt curățate de nisip, argilă aderentă, praf și șterse. Capetele libere sunt acoperite cu dopuri. Capetele oxidate se curata cu raclete.
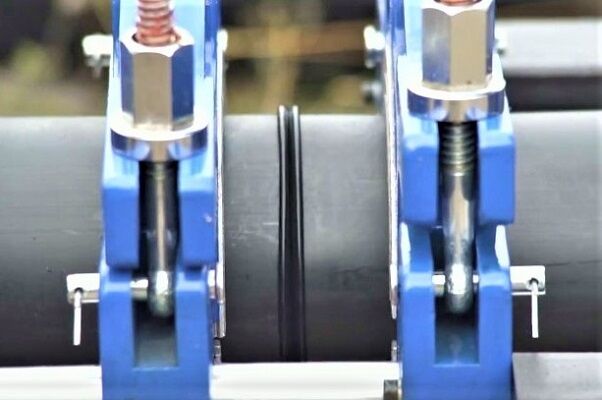
- Fixare si centrare tevi. Înainte de sudare, este necesar să se elimine ovalitatea, astfel încât capetele țevilor să fie centrate și apoi fixate în poziția dorită - exact una față de cealaltă.
- Încheiați procesarea. Așchiile cu grosimea de 0,1-0,3 mm sunt îndepărtate de pe suprafață la capete. Distanța dintre secțiunile conectate cap la capăt nu trebuie să fie mai mare de 0,3 mm. După curățare, este necesară sudarea fără a permite contaminarea.
După lucrările pregătitoare, se efectuează sudarea.
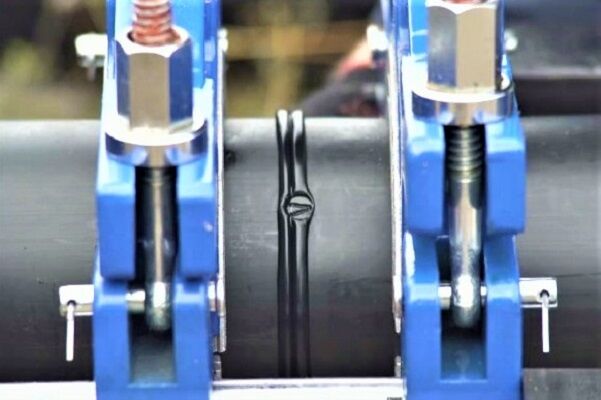
Conexiune prin sudare cap la cap apare din cauza „fuziunii” capetelor topite. Topirea poate fi realizată folosind un instrument de încălzire cu un element de lucru cu disc.
În timpul procesului de sudare, este important să se țină seama de criterii precum temperatura și timpul de topire, forța de presiune a capetelor, durata perioadei de răsturnare, presiunea în timpul răsturnării și timpul de răcire.
Comandă de lucru:
Semnele unei cusături de încredere sunt o cicatrice uniformă, uniformă, incapacitatea de a separa țeava prin aplicarea forței. O îmbinare sudata folosind metoda de fuziune este considerata foarte rezistenta si nu necesita masuri suplimentare de etansare.
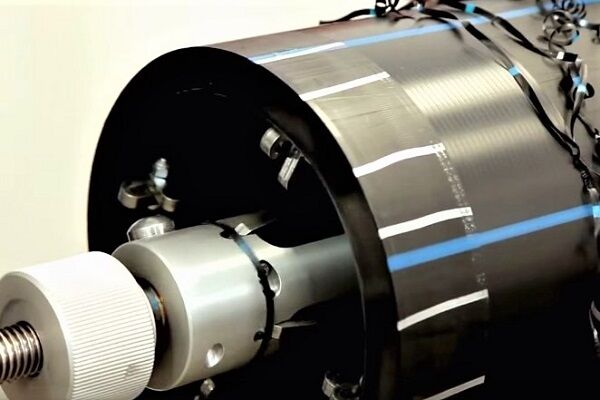
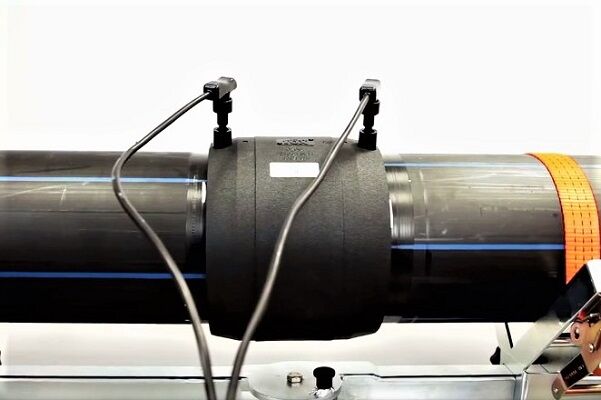
A doua cale - electrofuziune – caracterizat prin prezența elementelor de legătură – cuplaje, adaptoare, coturi, teuri.Pe suprafața interioară a fitingurilor este atașată o spirală metalică, care este încălzită de curent electric și topește polietilena. Ca urmare, fitingurile „cresc împreună” cu țevile, formând conexiuni permanente.
Atunci când alegeți elemente pentru conectarea conductelor de gaz din polietilenă, precum și în timpul procedurii, este important să luați în considerare parametri precum tensiunea curentă, timpul de sudare și răcire.
Tehnologia este mai simplă decât sudarea cap la cap și are loc în următoarea ordine:
Mașinile de sudură moderne sunt echipate cu un panou de control cu afișaj. Procedura se realizează în funcție de programul selectat în funcție de tipul conductei.
Conexiuni detasabile Sunt utilizate extrem de rar la construirea unei conducte de gaz. Pentru aceasta se folosesc și fitinguri, dar se asigură mecanic, fără încălzire.
Elementele de conectare constau din două părți - o virolă și o carcasă. Ca urmare a strângerii pieselor filetate, se obține o legătură puternică, dar instabilă. Dacă este necesară o fiabilitate suplimentară, părțile fitingului sunt strânse cu șuruburi și piulițe.
Reguli pentru construirea unei conducte de gaz HDPE
La instalarea și operarea țevilor din polietilenă, trebuie respectate multe reguli pentru a asigura atât funcționalitatea conductei de gaz și echipamentul, cât și siguranța utilizatorilor.
Există multe interdicții privind construcția de autostrăzi. De exemplu, este imposibil să se conducă gaz folosind țevi HDPE în soluri stâncoase și puternic zgomotoase, precum și în soluri cu subsidență de tip 2. Dacă o zonă este predispusă la cutremure și există o seismicitate peste 6 puncte, este necesar să se folosească un material diferit pentru stabilirea comunicațiilor.

Dacă se permite utilizarea țevilor HDPE, trebuie îndeplinite o serie de condiții. De exemplu, pe pante abrupte este necesar să se protejeze conducta de gaz de eventuala eroziune a șanțurilor și să se ia măsuri suplimentare pentru a le consolida.
La traversarea colectoarelor sau canalelor subterane, canalizare sau comunicații cu energie electrică, puțurile, țevile din polietilenă sunt închise în carcase metalice. Distanța de la suprafața conductei de gaz până la peretele interior al carcasei este de cel puțin 10 cm.
Două sau mai multe conducte de gaze pot fi amplasate într-un șanț, dar fiecare ramură trebuie să fie accesibilă pentru întreținere sau reparare.
În regiunile nordice, unde temperatura scade sub -40°C, adâncimea de instalare crește la 2,0-3,2 m.
Veți învăța cum să așezați o conductă de gaz într-o carcasă și să o introduceți într-o casă în curs de gazeificare. articolul urmator, pe care le sfătuim toți proprietarii de proprietăți de țară să o citească.
Concluzii și video util pe această temă
Reguli pentru sudarea prin electrofuziune:
Despre caracteristicile sudării cap la cap:
Cum funcționează un aparat de sudură pentru țevi HDPE:
Folosirea țevilor din polietilenă pentru gazeificarea instalațiilor industriale și rezidențiale a devenit tradițională.
HDPE este un material durabil și de încredere, care nu provoacă îngrijorare. Dar instalarea conductei de gaz ar trebui să fie efectuată exclusiv de instalatori de rețele de gaze care au experiență și cunosc tehnologia sudării polietilenei.
Vă rugăm să lăsați comentarii în formularul de bloc de mai jos, să postați fotografii legate de subiectul articolului și să puneți întrebări. Împărtășiți-vă propria experiență în instalarea unei conducte de gaz din polietilenă. Este posibil ca informațiile și recomandările pe care le oferiți să fie utile vizitatorilor site-ului.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}