Sudarea electrică pentru începători: nuanțe ale lucrărilor de sudare și analiza principalelor greșeli
Un apartament, și mai ales o casă privată, necesită lucrări regulate de întreținere și reparații.Un om de muncă acasă trebuie să fie un generalist, capabil să îndeplinească multe sarcini diferite. Prin urmare, maeștrii doresc să stăpânească cât mai multe tehnologii.
Una dintre cele mai solicitate abilități este capacitatea de a efectua lucrări de sudare. Practica arată că sudarea electrică este cea mai potrivită pentru începători - tehnologia este simplă și accesibilă oricui dorește să învețe cum să o folosească. Înainte de a începe să stăpâniți metoda, ar trebui să vă familiarizați cu aspectele teoretice ale problemei, nu sunteți de acord?
Toate informațiile necesare sunt descrise în detaliu în articolul nostru. Am descris principiul de funcționare a sudurii electrice și am indicat ce dispozitiv este cel mai bine să alegeți pentru lucrul acasă. În plus, articolul oferă o tehnologie pas cu pas pentru sudarea pieselor, metode de realizare a cusăturilor și, de asemenea, enumeră posibilele defecte ale îmbinărilor.
Conținutul articolului:
Ce este sudarea electrică?
Electrica este una dintre metodele de sudare atunci când un arc electric este utilizat pentru a încălzi și, ulterior, a topi metalele. Temperatura acestuia din urmă atinge 7000°C, ceea ce este mult mai mare decât punctul de topire al majorității metalelor.
Procesul de sudare electrică se desfășoară după cum urmează. Pentru a forma și menține un arc electric, curentul este furnizat de la dispozitivul de sudură la electrod.

Când tija electrodului atinge suprafața de sudat, curge curentul de sudare. Sub influența acestuia și a arcului electric, electrodul și marginile metalice ale elementelor sudate încep să se topească. Din topitură, așa cum spun sudorii, se formează un bazin de sudură, în care electrodul topit este amestecat cu metalul de bază.
Zgura topită plutește la suprafața băii, care formează o peliculă protectoare. După ce arcul este oprit, metalul se răcește treptat, formând o cusătură acoperită cu scară. După ce materialul s-a răcit complet, acesta este curățat.
Electrozii neconsumabile și consumabili pot fi utilizați pentru sudare. În primul caz, sârma de umplutură este introdusă în topitură pentru a forma o cusătură de sudură, în al doilea acest lucru nu este necesar. Pentru a forma și, ulterior, a menține un arc electric, se folosesc echipamente speciale.
Abilități în domeniul sudării în condiții casnice sunt necesare pentru a îndeplini o gamă largă de locuri de muncă:
Ce ai nevoie pentru a suda acasă?
Pentru a efectua lucrarea, veți avea nevoie mai întâi de un aparat de sudură. Există mai multe varietăți ale acestuia.
Să decidem căruia să-i acordăm preferință.
- Generator de sudare. O caracteristică distinctivă este capacitatea de a genera energie electrică și de a o folosi pentru a crea un arc. Va fi util acolo unde nu există o sursă de curent. Are dimensiuni impresionante, deci nu este foarte comod de utilizat.
- Transformator de sudare. Dispozitivul transformă tensiunea alternativă furnizată de la rețea în tensiune alternativă de o frecvență diferită, care este necesară pentru sudare. Dispozitivele sunt ușor de operat, dar au dimensiuni semnificative și reacționează negativ la eventualele supratensiuni ale rețelei.
- Redresor de sudare. Un dispozitiv care convertește tensiunea furnizată de la rețea în curentul continuu necesar formării unui arc electric. Sunt compacte și foarte eficiente.
Pentru munca la domiciliu, este de preferat un redresor de tip invertor. Ele sunt de obicei numite pur și simplu invertoare. Echipamentul are dimensiuni foarte compacte. Când se lucrează, este atârnat pe umăr. Principiul de funcționare al dispozitivului este destul de simplu.
Acesta convertește curentul de înaltă frecvență în curent continuu. Lucrul cu acest tip de curent asigură sudarea de cea mai înaltă calitate.

Invertoarele sunt economice și funcționează dintr-o rețea casnică. În plus, este mai bine ca un începător să lucreze cu ei. Sunt extrem de ușor de utilizat și oferă un arc stabil.
Dezavantajele invertoarelor includ costuri mai mari decât alte dispozitive, sensibilitate la praf, umiditate și supratensiuni. Atunci când alegeți un invertor pentru sudarea acasă, acordați atenție intervalului de valori ale curentului de sudare. Valoarea minimă este 160-200 A.
Caracteristicile suplimentare ale echipamentului pot face munca mai ușoară pentru un începător.
Printre aceste „bonusuri” plăcute, merită remarcat:
- Hot Start - ceea ce inseamna o crestere a curentului initial furnizat in momentul aprinderii arcului de sudare. Acest lucru face mult mai ușor să activați arcul.
- Anti-lipire — reduce automat curentul de sudare dacă tija electrodului este blocată. Acest lucru face mai ușor de scos.
- Forța arcului - creste curentul de sudare daca electrodul este adus prea repede pe piesa de prelucrat. În acest caz, lipirea nu are loc.
Pe langa orice tip de aparat de sudura, veti avea nevoie de electrozi. Cel mai bine este să le selectați marca folosind un tabel special, care indică tipul de material care este sudat.
Veți avea nevoie și de o cască de sudură. Cel mai bun este cel care merge pe cap. Modelele care trebuie ținute în mână sunt extrem de incomode.

Masca poate avea un simplu geam colorat sau un așa-numit „cameleon”. Ultima opțiune este de preferat, deoarece atunci când apare un arc, sticla se întunecă automat.
Este necesar să lucrați numai în îmbrăcăminte specială care protejează de stropire și radiații ultraviolete. Acestea pot fi salopete groase de bumbac, cizme sau cizme înalte, mănuși de pânză sau cauciucate.
Articol pentru tine: 10 cele mai bune măști pentru sudori: recenzie, fotografie, pret. TOP 10 cei mai buni electrozi de sudare.
Tehnologia de sudare electrică
Este mai bine să învățați cum să sudați corect piesele folosind sudarea electrică sub îndrumarea sudorilor cu experiență. Dacă din anumite motive acest lucru nu funcționează, îl puteți încerca singur. Mai întâi trebuie să vă organizați corect locul de muncă. Acest lucru este foarte important, deoarece sudarea este un proces de temperatură ridicată și, prin urmare, periculos de incendiu.
Pentru a lucra, trebuie să alegeți un banc de lucru sau orice altă bază din material incombustibil. Mesele din lemn și produsele similare sunt strict interzise. Este recomandabil să nu existe obiecte inflamabile în apropierea locului unde se va efectua sudarea.
Asigurați-vă că plasați o găleată cu apă lângă dvs. pentru a elimina eventualele incendii. În plus, trebuie să determinați un loc sigur în care vor fi depozitate rămășițele electrozilor uzați. Chiar și cel mai mic dintre ele poate provoca un incendiu.

Pentru primele cusături independente, trebuie să pregătiți o bucată de metal inutilă și să selectați electrozi pentru aceasta. Experții recomandă folosirea tijelor de 3 mm în astfel de cazuri. Diametrul mai mic este folosit pentru sudarea foilor subțiri, din care este incomod să înveți. Electrozii cu diametru mai mare necesită echipamente de mare putere.
Începem prin a îndepărta zona de metal în care va fi amplasată cusătura. Nu ar trebui să existe rugină sau orice contaminare.
După ce piesa este pregătită, luați electrodul și introduceți-l în clema mașinii de sudură. Apoi luăm clema de „împământare” și o atașăm ferm de piesă. Să verificăm din nou cablul. Ar trebui să fie introdus în suport și bine izolat.
Acum trebuie să selectați puterea curentului de funcționare pentru aparatul de sudură. Este selectat în funcție de diametrul electrodului. Setăm puterea selectată pe panoul echipamentului de sudură.
Următorul pas este aprinderea arcului. Pentru a face acest lucru, trebuie să aduceți electrodul la piesă la un unghi de aproximativ 60 ° și să-l mutați foarte încet de-a lungul bazei. Ar trebui să apară scântei. De îndată ce se întâmplă acest lucru, atingeți ușor piesa cu electrodul și ridicați-o imediat la o înălțime de cel mult 5 mm.

În acest moment se aprinde un arc, care trebuie menținut pe toată durata operațiunii. Lungimea sa ar trebui să fie de 3-5 mm. Aceasta este distanța dintre capătul electrodului și piesa de prelucrat.
Când mențineți arcul în stare de funcționare, trebuie să vă amintiți că în timpul funcționării electrodul se arde și devine mai scurt. Dacă electrodul se apropie prea mult de piesa de prelucrat, se poate lipi. În acest caz, trebuie să-l balansați ușor în lateral. Este posibil ca arcul să nu se aprindă prima dată. Poate că nu există suficient curent, atunci trebuie crescut.
După ce sudorul începător a învățat să aprindă arcul și să-l mențină în stare de funcționare, puteți începe să sudați șiragul. Aceasta este cea mai simplă dintre toate operațiunile.Aprindem arcul și începem să mișcăm foarte ușor și cu grijă electrodul de-a lungul cusăturii viitoare.
În același timp, efectuăm mișcări oscilatorii care seamănă cu o semilună cu o amplitudine mică. Se pare că „greblam” metalul topit spre centrul arcului. În acest fel, ar trebui să obțineți o cusătură uniformă, care arată ca o rolă. Pe ea va exista o mică slăbire de metal ca un val. După ce cusătura s-a răcit, trebuie să băgați cântarul în ea.
Tehnici de sudare cu arc - metode de sudare
Pentru a obține o cusătură de înaltă calitate, trebuie să învățați cum să întrețineți și apoi să mutați arcul. Lungimea arcului electric afectează în special calitatea. Dacă este mai mare de 5 mm, atunci este considerat lung.
În acest caz, are loc nitrurarea și oxidarea metalului topit. Se stropește în picături, făcând cusătura poroasă și nu suficient de puternică. Dacă arcul este prea scurt, poate apărea o lipsă de penetrare.

Pentru efectuarea sudării sunt utilizate diferite tehnici. Să ne uităm la cele principale în detaliu.
Opțiunea #1: Articulațiile cap la fund
Cel mai comun și simplu mod de a conecta piesele. Pentru grosimi de metal de până la 0,8 cm, se utilizează sudarea pe două fețe. Pentru conexiunile din metal mai subțire de 0,4 cm se efectuează numai sudarea pe o singură față.
Pentru lucru, sunt selectați electrozi al căror diametru este egal cu grosimea metalului. Dacă depășește 8 mm, sudarea se efectuează cu muchii tăietoare. În acest caz, unghiul de tăiere este de aproximativ 30°.
Sudarea se realizează în mai multe treceri. Este recomandabil să folosiți plăcuțe detașabile din oțel sau cupru pentru a evita arsurile. Prima trecere se efectuează cu un electrod cu diametru mic, de cel mult 4 mm.
La realizarea primei cusături, acuratețea și adâncimea de penetrare sunt foarte importante. După aplicare, nu ar trebui să existe metal topit în spatele marginilor.
Pentru a doua și toate trecerile ulterioare, sunt utilizate tije cu electrozi cu diametru mai mare. Sunt aleși pentru umplerea de înaltă calitate a adânciturii formate între margini.
Electrodul este deplasat lent de-a lungul cusăturii, efectuând mișcări oscilatorii, ca și cum ar legăna electrodul dintr-o parte în alta, pentru a umple complet golurile cu metal topit.
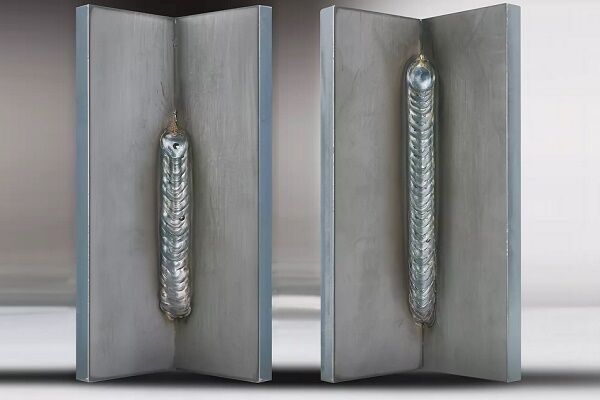
Opțiunea #2: Imbinarea colțului de jos
Sudori cu experiență susțin că rezultate bune pot fi obținute prin sudarea colțurilor „într-o barcă”. Aceasta înseamnă că piesele care trebuie conectate sunt instalate la un unghi de 45° sau altul.
Acest lucru asigură o penetrare de cea mai înaltă calitate a pereților produsului, iar pericolul de subcotare și lipsă de penetrare este redus. Această metodă de sudare permite sudarea cusăturilor cu secțiune transversală mare să fie depuse într-o singură trecere.

Există două tipuri de sudare pentru bărci - simetrică și asimetrică:
- Înclinarea pieselor este de 45°. Probabilitatea ca unul dintre pereți să se laseze sau să se subtaie este minimă. Sudarea polarității inverse și directe se realizează la valorile maxime ale curentului. Când se efectuează sudarea cu polaritate inversă, lungimea arcului electric trebuie să fie minimă.
- Înclinarea pieselor la un unghi de 60° sau 30° - „barcă” asimetrică. Această opțiune este foarte convenabilă dacă se lucrează în locuri greu accesibile, deoarece amplitudinea mișcării electrodului este mică. Sudorul direcționează arcul până la rădăcina cusăturii și trebuie avut grijă ca acesta să nu depășească limitele viitoarei cusături. De asemenea, nu este permis să depună prea mult metal într-o singură trecere.
Îmbinările de colț pot fi de tip T, așa că trebuie să învățați cum să sudați metalul corect și fără erori folosind sudarea electrică în mai multe treceri.
Utilizarea unei singure treceri este posibilă numai atunci când se sudează structuri simple cu laturi care formează un unghi de 45° într-o sudură de colț. În acest caz, diametrul electrodului nu poate depăși grosimea metalului cu mai mult de 0,15-0,3 cm.
Sudarea T standard cu mai multe treceri se realizează după cum urmează. Pentru prima trecere se ia un electrod cu un diametru mai mare decât cei selectați pentru trecerile ulterioare.De exemplu, se folosește un electrod ale cărui dimensiuni variază de la 0,4 la 0,6 cm.

Sudarea se realizează fără probleme, fără mișcări oscilatorii transversale. La efectuarea altor treceri, acestea sunt în mod necesar efectuate. Este important ca amplitudinea vibrației să se încadreze în lățimea admisă a cusăturii.
Un alt punct semnificativ. Când se efectuează sudarea în T pe o îmbinare de filet, arcul electric trebuie întotdeauna aprins pe un raft poziționat orizontal.
Când faceți sudarea electrică a colțurilor cu propriile mâini, puteți utiliza un tip de conexiune prin suprapunere. În acest caz, piesele de sudat sunt așezate una peste alta cu o suprapunere. Arcul în timpul sudării cu polaritate directă trebuie să fie scurt, iar în timpul sudării cu polaritate inversă ar trebui să fie cât mai scurt posibil. Direcționați arcul exact la rădăcina conexiunii.
În timpul procesului de sudare, este necesar să se efectueze mișcări alternative de amplitudine mică cu electrodul. Acest lucru va permite ca întreaga zonă a articulației să fie încălzită uniform. În acest caz, bazinul de sudură va fi umplut uniform, iar cusătura va fi convexă și de dimensiune completă.
Opțiunea #3: cusături verticale
Cusăturile îndreptate vertical sunt realizate numai cu un arc scurt. În acest caz, curentul de lucru ar trebui să fie cu 10% -20% mai mic decât la sudarea pieselor în poziția inferioară. Aceste cerințe sunt ușor de explicat.
O putere mai mică a curentului înseamnă că metalul lichid topit nu se va scurge din bazinul de sudură. Un arc mai mic este mai convenabil de utilizat.

Sudorii experimentați preferă să sude cusături verticale de jos în sus. Arcul este incendiat în punctul cel mai de jos al viitoarei cusături. După aceea, este pregătită o mică platformă orizontală, ale cărei dimensiuni corespund secțiunii transversale a viitoarei cusături.
Apoi mutați încet tija electrodului în sus. În acest caz, trebuie efectuate mișcări de-a lungul conexiunii.
Ele pot fi sub formă de os de hering, colț sau semilună. Ultima opțiune este cea mai ușor de implementat. În plus, este important să se mențină poziția corectă a electrodului. Teoretic, penetrarea se realizează cel mai bine dacă tija este poziționată perpendicular pe cusătură, adică orizontal.
Sudurile cap la cap sunt caracterizate de următoarele criterii:
Practica arată că în această poziție a tijei electrodului, metalul lichid curge în josul cusăturii. Pentru a evita acest lucru, unghiul de înclinare al tijei este ales în intervalul 45°-50°. Aceasta este opțiunea optimă pentru sudarea verticală. Pentru a suda piesele în direcția de jos în sus, selectați electrozi al căror diametru nu depășește 0,4 cm.
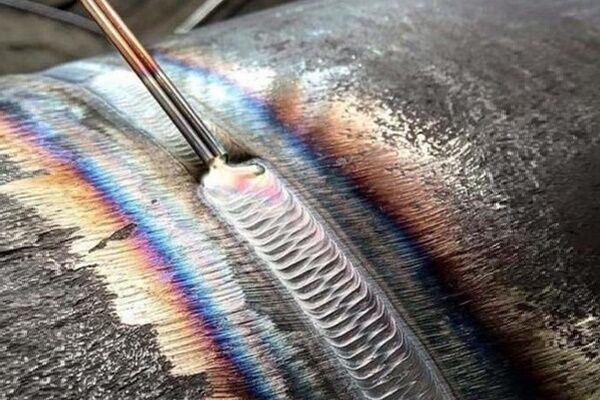
Opțiunea #4: Detalii pipeline
Acasă, adesea trebuie să vă amintiți cum să sudați electric o țeavă metalică. O cusătură verticală este de obicei realizată pe partea laterală a piesei, iar o cusătură orizontală de-a lungul circumferinței. Țevi din oțel sudat cap la cap. Toate marginile trebuie să fie bine fierte.
Pentru a se asigura că înclinarea în interiorul țevii este minimă, electrodul este adus la produs la un unghi de cel mult 45°. Lățimea cusăturii ar trebui să fie de 0,6-0,8 cm, înălțimea - 0,2-0,3 cm.

Înainte de începerea lucrărilor de sudare, piesele de îmbinat sunt curățate temeinic. Capetele conductei sunt inspectate. Dacă sunt deformate, se îndreaptă sau tăiați cu ajutorul unui tăietor de țevi. Apoi marginile pieselor se curata din interior si exterior pana la o stralucire metalica la o distanta de minim 1 cm de margine. Apoi începeți să sudați.
Îmbinarea este sudată fără întrerupere până când este complet sudată. Pentru îmbinările nerotative ale țevilor cu pereți de până la 0,6 mm lățime se efectuează două treceri de sudură, pentru produse cu pereți de la 0,6 până la 1,2 cm lățime - trei treceri, pentru piese cu pereți mai lați de 1,9 cm - patru treceri.
În acest caz, fiecare cusătură ulterioară este aplicată numai după ce scara a fost îndepărtată de cea anterioară.
Calitatea primei cusături este cea mai importantă.În timpul procesului, toate tociturile și marginile ar trebui să se topească complet. Nu ar trebui să existe crăpături, chiar și cele mai mici. Dacă există, ele sunt topite sau tăiate. După care fragmentul se sudează din nou. Sudarea țevilor rotative se realizează în același mod.
Posibile defecte la îmbinările și cusăturile de sudură
Sudarea electrică este un proces complex și nu întotdeauna totul merge bine.
Ca urmare a erorilor operaționale, cusăturile și îmbinările pot avea diverse defecte, inclusiv:
- Cratere. Mici depresiuni în cordonul de sudură. Ele pot apărea ca urmare a unui arc întrerupt sau a unei erori în execuția fragmentului final al cusăturii.
- Porii. Cusătura de sudură devine poroasă ca urmare a contaminării marginilor pieselor cu rugina, ulei etc. În plus, porozitatea poate apărea atunci când cusătura este răcită prea repede, la viteze mari de sudare și când se lucrează cu electrozi neuscati.
- Undercuts. Ele arată ca niște mici adâncituri pe ambele părți ale margelei de sutură. Apare atunci când electrozii sunt deplasați în direcția peretelui vertical la sudarea îmbinărilor de colț. În plus, decupările apar atunci când se lucrează cu un arc lung sau când curentul de sudare este prea mare.
- Incluziuni de zgură. Există bucăți de zgură în interiorul cordonului de sudură. Acest lucru se poate întâmpla dacă marginile sunt murdare, viteza de sudare este mare sau curentul de sudare este prea scăzut.
Acestea sunt cele mai frecvente defecte de sudură, dar pot exista și altele.
Informații suplimentare despre sudarea cusăturilor verticale și orizontale folosind sudarea electrică sunt prezentate în Acest articol.
Concluzii și video util pe această temă
Caracteristicile sudării țevilor:
Cum să alegeți invertorul de sudură potrivit:
Dacă dorește, orice meșter de acasă poate stăpâni elementele de bază ale sudării. Nu este atât de greu. Va necesita răbdare, acuratețe și, desigur, executarea precisă a tuturor instrucțiunilor. Totul va fi mult mai ușor dacă procesul de stăpânire a unei noi abilități are loc sub îndrumarea unui specialist cu experiență.
Aveți experiență personală în conectarea pieselor folosind sudarea electrică? Doriți să vă împărtășiți cunoștințele acumulate sau să puneți întrebări pe această temă? Vă rugăm să lăsați comentarii și să participați la discuții - formularul de feedback se află mai jos.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Mulțumesc! Am învățat o mulțime de lucruri utile pentru mine. Cum să sudăm corect țevile pătrate la un unghi de 90?
Un filmuleț util, după părerea mea, mai ales pentru delițieni.
Mulțumesc! A fost foarte interesant de citit.
multumesc pentru informatii
Bună ziua Îmi pare rău că am întrebat fără nicio reprezentare din exterior, dar nu există opțiuni... Vă rugăm să răspundeți la întrebare. În lucrările de sudare și concepte - zero complet. Dar timpul este așa încât trebuie să asumi totul. Era nevoie de sudarea metalelor feroase subțiri (1 - 2 mm). Miracolul italian donat Deca STARFLUX 130AC a existat de mult timp. Ieșire la firul cu miez direct de la transformator... Este normal? Cum ar trebui să funcționeze corect? Mulțumesc….