Cum se sudează cusăturile verticale și orizontale folosind sudarea electrică: instrucțiuni pas cu pas
Sudarea electrică este o tehnologie de combinare a structurii metalelor prin încălzire și topire cu un arc electric.S-a răspândit în diferite sfere ale economiei naționale, inclusiv în sectorul privat.
De fapt, această metodă poate fi utilizată pentru a suda orice metale împreună, ținând cont de temperatura arcului electric (7000-8000 de grade). Dar înainte de a trece la această tehnologie, va trebui să învățați cum să sudați o cusătură verticală folosind sudarea electrică și să înțelegeți tehnica de obținere a unei cusături orizontale.
Conținutul articolului:
Suduri: definiții generale
Tehnologia sudării metalelor este strâns legată de conceptul de sudare. Acesta se formează în timpul procesului de solidificare a metalului topit prin sudarea cu arc electric.
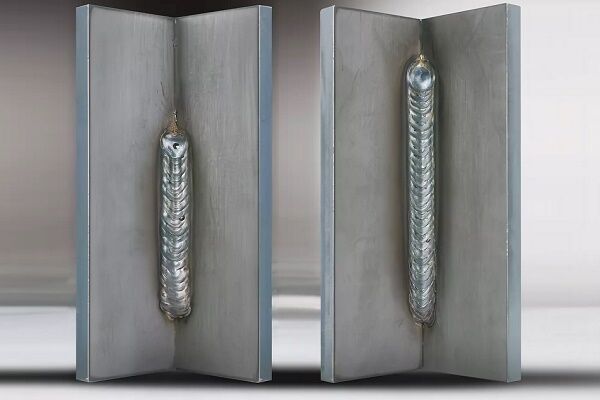
În funcție de locația sudurii, cusătura poate fi poziționată orizontal sau vertical. În plus, locația spațială a cusăturii poate fi de jos, lateral sau de sus.

Cel mai simplu și mai ușor de realizat este considerat a fi așezarea sudurilor în planul orizontului inferior. În astfel de condiții, metalul topit este destul de ușor de controlat.

Opțiunile rămase pentru amplasarea cusăturilor în spațiu (lateral și superior) sunt recunoscute ca fiind dificil de implementat din punct de vedere tehnologic, necesitând studiul tehnicilor de sudare și dezvoltarea experienței relevante.
Cum se sudează o cusătură verticală?
Dificultatea controlului sudării la crearea unei cusături verticale se datorează unui fenomen fizic comun - gravitația. Acest lucru are un efect asupra masei metalului topit, care, fiind sub formă lichidă, se repetă în jos.
Aici, acțiunile unui sudor profesionist sunt de a preveni ca masa topită să se îndepărteze de locul de sudare. Un arc electric cu ardere stabilă, menținut la distanța minimă admisă de la capătul electrodului la bazinul de sudură, va ajuta la obținerea acestui rezultat.
Tehnica de jos în sus
O îmbinare verticală este de obicei sudată prin mișcarea electrodului în direcția de jos în sus. Această rută oferă un control mai stabil, iar arcul electric ține cu încredere baia de topire, prevenind răspândirea. Prin trecerea de jos în sus este posibilă formarea unei cusături verticale de cea mai înaltă calitate.

Desigur, înainte de a începe sudarea unei cusături verticale, limitele îmbinării trebuie pregătite și prelucrate în conformitate cu cerințele tehnice. Mașina de sudură trebuie ajustată la condițiile de sudură (setați curentul, selectați electrodul).
Inițial, de-a lungul liniei de îmbinare se fac mai multe „chiuri” spot - sudare cu o cusătură scurtă (1 - 2 cm).Scopul acestor acțiuni este de a preveni deplasarea pieselor sudate în timpul procesului de încălzire din cauza deformării temperaturii.

Când sudați o îmbinare pe verticală, unghiul de ținere a electrodului față de planul pe care se va așeza cusătura este menținut la 45-90º.
Instrucțiunile sudorului stabilesc următoarele acțiuni:
- Contactul electrodului cu metalul aprinde un arc.
- „Tacks” se fac în 3-4 puncte de-a lungul liniei de îmbinare de la mijloc până la margini.
- Sudarea începe în punctul cel mai de jos al liniei de îmbinare.
- Cursa electrodului este îndreptată în sus, bazinul de sudură este menținut în zona de lucru.
Electrodul trebuie avansat cu o viteză moderată. Principalul criteriu de viteză este formarea cantității optime de topitură în bazinul de sudură.
Concomitent cu cursa verticală a electrodului, sunt permise mișcări transversale în zig-zag într-o „semilună”, „os de pește” sau alt „model”. Dar tehnica cursei transversale pare relevantă numai pe metale cu o grosime a peretelui mai mare de 4 mm.
Se recomandă sudarea metalului cu o cusătură verticală într-o singură trecere fără oprire. Pentru sudorii începători, acest lucru pare dificil. Cu toate acestea, experiența se câștigă rapid.
Tehnica de sus în jos
După ce au dobândit experiență, sudorii pot așeza cu ușurință o cusătură verticală prin mișcarea electrodului de sus în jos. Care este trucul pentru a efectua o astfel de operație?
Este simplu: la aprinderea unui arc electric, electrodul este poziționat față de planul de lucru la un unghi de 90º.De îndată ce metalul din punctul de formare a arcului începe să se topească, unghiul de instalare al electrodului se modifică cu 15-20º, coborând ușor suportul.

Cablajul electrodului de-a lungul liniei de îmbinare a metalelor cu pereți groși se realizează și cu zig-zaguri transversale de formă „dinți de ferăstrău” sau „dreptunghiular”. Unii sudori folosesc tehnica de distribuție a topiturii „ca undă”.
Între timp, metoda de formare a unei cusături verticale de sus în jos este însoțită de mari dificultăți pentru sudor. Cu toate acestea, potrivit multor experți, sudarea sub această formă oferă cel mai bun rezultat în ceea ce privește indicatorii de calitate.
Tehnologia sudării cusăturilor orizontale
Specificul sudării unei cusături orizontale este aproape aceleași ca și pentru una verticală. Nuanțe tehnice - din nou, manipularea unghiurilor de instalare a electrozilor.
Direcția de mișcare în timpul procesului de sudare a pieselor la o îmbinare poate fi selectată din punctul cel mai din stânga până la cel mai din dreapta sau invers. Alegerea specifică a direcției este determinată de sudor, în funcție de gradul de confort personal.

Dar cum să sudăm corect o cusătură orizontală folosind sudarea electrică pentru a preveni curgerea topiturii din șanț datorită forței care acționează a gravitației?
Aici sudorul trebuie să aleagă o poziție pentru electrod în care forța arcului electric ar fi echivalentă cu forța gravitațională a picăturilor de metal.Poate fi necesar să ajustați puterea curentului și să selectați experimental viteza optimă de mișcare a electrodului.
De obicei, sudarea cusăturii orizontale se efectuează continuu până la finalizarea completă. Cu toate acestea, dacă nu puteți menține topirea (bazinul de sudură) sub control, puteți încerca să schimbați tehnica - treceți la o cursă cu stingerea periodică a arcului.
Toate aceste subtilități sunt dezvoltate odată cu apariția experienței în efectuarea lucrărilor de sudare. Prin urmare, nu dispera dacă nimic nu iese la primele încercări.

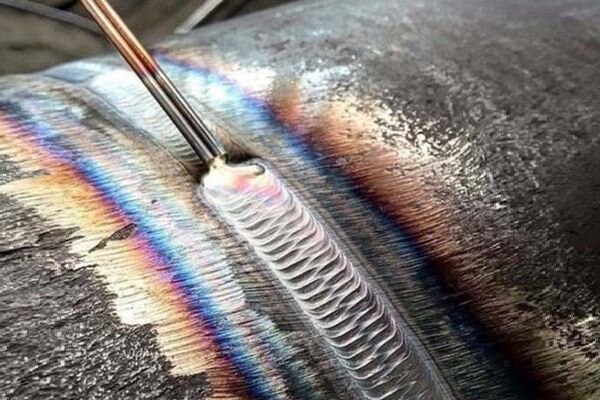
Formarea unei cusături orizontale cu lățimea și adâncimea de penetrare necesare se realizează, de regulă, printr-o mișcare transversală atentă a capătului de ardere al electrodului de la marginea unei părți îmbinate la marginea celeilalte.
La sudarea metalelor cu grosimea de până la 4 mm, sunt utilizate diferite opțiuni pentru „modelul” cursei transversale a electrodului. Nu există recomandări specifice în acest sens. Principalul lucru este să obțineți lățimea cusăturii și adâncimea de penetrare necesare.
Arc electric: controlul lungimii optime
Mărimea spațiului dintre capătul fierbinte al electrodului și planul metalic, suficientă pentru formarea unei descărcări electrice, se numește lungimea arcului. Unul dintre pilonii principali ai instruirii sudorului este controlul lungimii optime a arcului.
Teoretic, în modul de sudare, pot fi obținute trei goluri de arc:
- scurt (1 – 1,5 mm);
- lung (3,5 – 6 mm);
- normal (2 – 3 mm).
Modul de ardere cu arc scurt se caracterizează prin încălzirea insuficientă a metalului pe lățimea sa.În astfel de cazuri, de-a lungul marginilor cusăturii există o așa-numită „decupare” - o mică depresiune. Prezența unui astfel de defect indică indicatori de calitate scăzută ai sudurii.

Modul de sudare cu arc lung este de obicei însoțit de stingerea periodică. Aici există o ușoară încălzire a metalului în profunzime. De asemenea, nu este nevoie să vorbim despre calitatea bună a cusăturilor.
Astfel, singura opțiune pe care un sudor începător ar trebui să se concentreze este lungimea normală a arcului, care nu trebuie să fie mai mare de Ld = 0,5-1,1 * De (Ld - lungimea arcului; diametrul electrodului).
Controlul poziției electrodului
Procesul de sudare poate fi efectuat într-o poziție electrod unghi înainte, unghi înapoi, unghi drept. Folosind oricare dintre aceste trei metode tehnologice, sudorul este capabil să creeze cusături în diferite condiții de producție.

Astfel, metoda „unghiului înainte” este utilizată în mod tradițional pentru conectarea elementelor cu cusături orizontale și verticale în condițiile amplasării superioare a pieselor în spațiu (sudura pe tavan). Aceeași tehnică este folosită cu succes pentru sudarea îmbinărilor de țevi fixe sau la construirea unui model de casă sobe cu butelie pe gaz.
Ținând electrodul strict în unghi drept (90º), sudorul se asigură că lucrările sunt efectuate în locuri greu accesibile. În cele din urmă, tehnica „unghiului din spate” permite lucrări de sudare de înaltă calitate pe îmbinările de colț.
Când se instalează electrodul într-un unghi înainte, de obicei lucrează cu metale cu pereți subțiri. În această poziție a electrodului, se obține o cusătură largă de mică adâncime. Pe metalele cu pereți groși, dimpotrivă, încearcă să folosească tehnica „unghiului înapoi”, asigurându-se că metalul este încălzit la o adâncime suficientă.
Parametrii de curent și mișcarea electrodului
Valoarea curentului și viteza de mișcare a electrodului sunt factori semnificativi care influențează calitatea cusăturii. Sudarea cu curenți mari este însoțită de încălzirea metalului la o adâncime mare, ceea ce vă permite să creșteți viteza de mișcare a electrodului. Cu condiția să existe un raport optim între curent și viteza de mișcare a electrodului, se obține o cusătură uniformă, de înaltă calitate.
Tabel de corespondență pentru curent, electrod, grosime metal
| Puterea curentă, A | Diametrul electrodului, mm | Grosimea metalului, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Când deplasați electrodul la o anumită viteză, trebuie luată în considerare mărimea puterii arcului. Alimentarea excesiv de rapidă a electrodului la putere scăzută nu va putea asigura o temperatură de încălzire suficientă.
Ca urmare, nu va fi posibilă sudarea metalului la adâncimea necesară. Cusătura se va „întinde” pur și simplu pe suprafață, abia „prinzând” marginile marginilor.

Dimpotrivă, în condiții de avansare excesiv de lentă a electrodului, se va crea o atmosferă de supraîncălzire, care amenință deformarea metalului pe linia de sudare. Dacă elementele metalice au o structură subțire, un arc puternic va arde pur și simplu prin metal.
Vă puteți exersa cu succes ca sudor începător și vă puteți perfecționa abilitățile de a face cusături prin fabricarea unei sobe pentru testare, la baza corpului căruia este o țeavă metalică.Vă recomandăm să citiți informațiile utile.
Instrucțiuni pentru un sudor începător
Lucrările de sudare pot fi efectuate numai dacă se utilizează echipament adecvat.
Setul standard contine:
- Jacheta, pantaloni, manusi, pantofi din materiale ignifuge, rezistente, rezistente.
- O coafură care acoperă complet spatele capului.
- O mască de protecție specială pentru față și ochi.
Pentru a efectua sudarea, ar trebui să utilizați un dispozitiv de lucru, a cărui parte electrică este închisă cu o carcasă fiabilă. Cablurile electrice incluse în dispozitiv trebuie să aibă izolație completă și să respecte caracteristicile electrice ale dispozitivului.
Locul sudorului trebuie să fie dotat cu masă de lucru, surse de lumină, magistrală de împământare, mijloace de protecție împotriva șocurilor electrice și echipamente de stingere a incendiilor.
Și înainte de a începe munca, trebuie să studiați cu atenție regulile de sudare electrică, luați în considerare și studiați metode și opțiuni pentru realizarea conexiunilor.
Concluzii și video util pe această temă
Vă invităm să urmăriți un atelier video de sudare: cum să sudați cusăturile orizontale și verticale:
Nu este necesar să fii sudor calificat, dar competența în tehnicile de sudare este de dorit. Datorită abilităților existente de sudare, o persoană are mai multe oportunități de a implementa diverse proiecte casnice.
Dacă doriți, puteți studia întotdeauna tehnologia, iar experiența practică vă va ajuta să stăpâniți tehnica de a efectua lucrări la un nivel înalt.
Ați dori să vorbiți despre propria experiență în realizarea sudurilor? Cunoașteți subtilitățile procesului care nu sunt date în articol? Vă rugăm să scrieți comentarii în blocul de mai jos.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}